К металлургии относятся:
производство металлов из природного сырья и других металлсодержащих продуктов;
получение сплавов;
обработка металлов в горячем и холодном состоянии;
сварка;
нанесение покрытий из металлов.
К металлургии примыкает и эксплуатация машин, аппаратов, агрегатов, используемых в металлургической промышленности.
С металлургией тесно связаны коксохимия, производство огнеупорных материалов.
Металлургия подразделяется на чёрную и цветную.
Чёрная металлургия включает добычу и обогащение руд чёрных металлов (к чёрным металлам относят железо, все остальные - цветные), производство чугуна, стали и ферросплавов. К чёрной металлургии относят также производство проката чёрных металлов, стальных, чугунных и других изделий из чёрных металлов.
К цветной металлургии относят добычу, обогащение руд цветных металлов, производство цветных металлов и их сплавов.
По основному технологическому процессу подразделяется на пирометаллургию (плавка) и гидрометаллургию (извлечение металлов в химических растворах). Разновидностью пирометаллургии является плазменная металлургия.
Добывающая металлургия
Добывающая металлургия заключается в извлечении ценных металлов из руды и переплавке извлечённого сырья в чистый металл. Для того, чтобы превратить оксид или сульфид металла в чистый металл, руда должна быть отделена физическим, химическим или электролитическим способом.
Металлурги работают с тремя основными составляющими: сырьём, концентратом (ценный оксид или сульфид металла) и отходами. После добычи большие куски руды измельчаются до такой степени, когда каждая частица является либо ценным концентратом либо отходом.
Горные работы не обязательны, если руда и окружающая среда позволяют провести выщелачивание. Таким путём можно растворить минерал и получить обогащённый минералом раствор.
Зачастую руда содержит несколько ценных металлов. В таком случае отходы одного процесса могут быть использованы в качестве сырья для другого процесса.
Чёрная металлургия
Чёрная металлургия служит основой развития машиностроения (одна треть отлитого металла из доменной печи идёт в машиностроение) и строительства (1/4 металла идёт в строительство). Основным исходным сырьем для получения черных металлов являются железная руда, марганец, коксующиеся угли и руды легирующих металлов.
В состав чёрной металлургии входят следующие основные подотрасли:
Добыча и обогащение руд чёрных металлов (железная, хромовая и марганцевая руда);
добыча и обогащение нерудного сырья для чёрной металлургии (флюсовых известняков, огнеупорных глин и т. п.);
производство чёрных металлов (чугуна, углеродистой стали, проката, металлических порошков чёрных металлов);
производство стальных и чугунных труб;
коксохимическая промышленность (производство кокса, коксового газа и пр.);
вторичная обработка чёрных металлов (разделка лома и отходов чёрных металлов).
Металлургический цикл
Собственно металлургическим циклом является производство
1) чугунно-доменное производство,
2) стали (мартеновское, кислородноконвертерное и электросталеплавильное), (непрерывная разливка, МНЛЗ),
3) проката (прокатное производство).
Предприятия, выпускающие чугун, углеродистую сталь и прокат, относятся к металлургическим предприятиям полного цикла.
Предприятия без выплавки чугуна относят к так называемой передельной металлургии. «Малая металлургия» представляет собой выпуск стали и проката на машиностроительных заводах. Основным типом предприятий чёрной металлургии являются комбинаты.
В размещении чёрной металлургии полного цикла большую роль играет сырьё и топливо, особенно велика роль сочетаний железных руд и коксующихся углей.
Цветная металлургия
Цветная металлургия - отрасль металлургии, которая включает добычу, обогащение руд цветных металлов и выплавку цветных металлов и их сплавов.
По физическим свойствам и назначению цветные металлы условно можно разделить на тяжёлые (медь, свинец, цинк, олово, никель) и лёгкие (алюминий, титан, магний). На основании этого деления различают металлургию лёгких металлов и металлургию тяжёлых металлов.
Размещение предприятий цветной металлургии зависит от многих экономических и природных условий, особенно от сырьевого фактора. Заметную роль, помимо сырья, играет топливно-энергетический фактор.
На территории России сформировано несколько основных баз цветной металлургии. Различия их в специализации объясняются несхожестью географии лёгких металлов (алюминиевая, титано-магниевая промышленность) и тяжёлых металлов (медная, свинцово-цинковая, оловянная, никель-кобальтовая промышленности).
Тяжёлые металлы
Производство тяжёлых цветных металлов в связи с небольшой потребностью в энергии приурочено к районам добычи сырья.
По запасам, добыче и обогащению медных руд, а также по выплавке меди ведущее место в России занимает Уральский экономический район, на территории которого выделяются Красноуральский, Кировградский, Среднеуральский, Медногорский комбинаты.
Свинцово-цинковая промышленность в целом тяготеет к районам распространения полиметаллических руд. К таким месторождениям относятся Садонское (Северный Кавказ), Салаирское (Западная Сибирь), Нерченское (Восточная Сибирь) и Дальнегорское (Дальний Восток).
Центром никель-кобальтовой промышленности являются города Норильск (Восточная Сибирь) и Мончегорск (Северный экономический район), а также поселок городского типа Никель (Мурманская область).
Лёгкие металлы
Для получения лёгких металлов требуется большое количество энергии. Поэтому сосредоточение предприятий, выплавляющих легкие металлы, у источников дешёвой энергии - важнейший принцип их размещения.
Сырьём для производства алюминия являются бокситы Северо-Западного района (Бокситогорск), Урала (город Североуральск), нефелины
Кольского полуострова (Кировск) и юга Сибири (Горячегорск). Из этого алюминиевого сырья в районах добычи выделяют окись алюминия - глинозём. Получение из него металлического алюминия требует больших затрат электроэнергии. Поэтому алюминиевые заводы строят вблизи крупных электростанций, преимущественно ГЭС (Братской, Красноярской и др.)
Титано-магниевая промышленность размещается преимущественно на Урале, как в районах добычи сырья (Березниковский титано-магниевый завод,), так и в районах дешёвой энергии (Усть-Каменогорский титано-магниевый завод). Заключительная стадия титано-магниевой металлургии - обработка металлов и их сплавов - чаще всего размещается в районах потребления готовой продукции.
Сплавы
Наиболее часто используются сплавы алюминия, хрома, меди, железа, магния, никеля, титана и цинка. Много усилий было уделено изучению сплавов железа и углерода. Обычная углеродистая сталь используется для создания дешёвых, высокопрочных изделий, когда вес и коррозия не критичны.
Нержавеющая или оцинкованная сталь используется, когда важно сопротивление коррозии. Алюминиевые и магниевые сплавы используются, когда требуются прочность и легкость.
Медно-никелевые сплавы (такие, как монель-металл) используются в коррозионно-агрессивных средах и для изготовления ненамагничиваемых изделий. Суперсплавы на основе никеля (например, инконель) используются при высоких температурах (турбонагнетатели, теплообменники и т. п.). При очень высоких температурах используются монокристаллические сплавы.
Виды сплавов
По способу изготовления сплавов различают литые и порошковые сплавы. Литые сплавы получают кристаллизацией расплава смешанных компонентов. Порошковые - прессованием смеси порошков с последующим спеканием при высокой температуре. Компонентами порошкового сплава могут быть не только порошки простых веществ, но и порошки химических соединений. Например, основными компонентами твёрдых сплавов являются карбиды вольфрама или титана.
По способу получения заготовки (изделия) различают литейные (например, чугуны, силумины), деформируемые (например, стали) и порошковые сплавы.
В твердом агрегатном состоянии сплав может быть гомогенным (однородным, однофазным - состоит из кристаллитов одного типа) и гетерогенным (неоднородным, многофазным). Твёрдый раствор является основой сплава (матричная фаза). Фазовый состав гетерогенного сплава зависит от его химического состава. В сплаве могут присутствовать: твердые растворы внедрения, твердые растворы замещения, химических соединений(в том числе карбиды, нитриды, интерметаллиды …) и кристаллиты простых веществ.
Свойства сплавов
Свойства металлов и сплавов полностью определяются их структурой (кристаллической структурой фаз и микроструктурой). Макроскопические свойства сплавов определяются микроструктурой и всегда отличаются от свойств их фаз, которые зависят только от кристаллической структуры. Макроскопическая однородность многофазных (гетерогенных) сплавов достигается за счёт равномерного распределения фаз в металлической матрице. Сплавы проявляют металлические свойства, например: электропроводность и теплопроводность, отражательную способность (металлический блеск) и пластичность. Важнейшей характеристикой сплавов является свариваемость.
Сплавы, используемые в промышленности
Сплавы различают по назначению: конструкционные, инструментальные и специальные.
Конструкционные сплавы:
Стали
чугуны
дюралюминий
Конструкционные со специальными свойствами (например, искробезопасность, антифрикционные свойства):
Бронзы
латуни
Для заливки подшипников:
Баббит
Для измерительной и электронагревательной аппаратуры:
Манганин
нихром
Для изготовления режущих инструментов:
Победит
В промышленности также используются жаропрочные, легкоплавкие и коррозионностойкие сплавы, термоэлектрические и магнитные материалы, а также аморфные сплавы.
Значение цветных металлов в развитии всех отраслей народного хозяйства очень велико. Цветные металлы являются важнейшим конструкционным материалом. Несмотря на большие успехи органической химии и быстрое развитие полимерных материалов выпуск цветных металлов не только не снижается, но и растет опережающими темпами. Это объясняется их уникальными свойствами -- жаропрочностью, тугоплавкостью, высокой электропроводностью, пластичностью, коррозионной стойкостью, малым удельным весом, твердостью, способностью образовывать многочисленные сплавы и др Металловедение (металлообработка): А. М. Адаскин, В. М. Зуев -- Москва, Академия, 2007 г..
Создание мощной материально-технической базы тесно связано с развитием производства новых материалов со специальными свойствами для прогрессивных технологических процессов, характеризующихся высокими температурами, давлением, скоростями, работой в среде плазмы, в условиях ядерного излучения, в агрессивных средах. В получении таких материалов ведущую роль играют цветные металлы и сплавы на их основе.
Цветные металлы применяются в машиностроении, электротехнике, приборостроении, радиотехнике, электронике, промышленности, строительстве, в быту, в атомной и ракетной технике.
Области применения цветных металлов и сплавов исключительно широки, поэтому ассортимент их производства чрезвычайно разнообразен. Обычно цветные металлы и сплавы используются в виде полуфабрикатов (листов, лент, фольги, труб, прутков, профилей, проволоки) или отливок и поковок.
Развитие новых отраслей промышленности потребовало освоения производства цветных металлов высокой степени чистоты. Чистые и сверхчистые цветные металлы обладают свойствами, отличными от так называемых технически чистых металлов, т. е. повышенной коррозионной стойкостью, электро- и теплопроводностью, высокой пластичностью и др.
Сырьем для производства цветных металлов являются руды, горючие полезные ископаемые, флюсовые материалы. Производство многих цветных металлов связано с потреблением большого количества электроэнергии.
Металлургия цветных металлов характеризуется разнообразием технологических процессов и большим количеством (свыше 70 наименований) выплавляемых металлов. При этом развиваются и совершенствуются как традиционные методы, так и новые, в числе которых обжиг руд в кипящем слое, плавка при помощи электроэнергии, природного газа и кислорода, автоклавные процессы, гидрометаллургия и др.
Позволяющая получать качественные и чистые элементы в соответствии с потребностями промышленности. Поскольку в природе эта группа в чистом виде практически не встречается, то требуется применение химических или физических методов для их получения.
Производство в современных условиях
Цветные металлы образуют большую группу веществ. Сюда входят все металлы, за исключение только железа и его соединений, которое входит в число черных. Несмотря на большое количество элементов, в природе цветные разновидности встречаются намного реже, поэтому производство цветных металлов и сплавов является важной отраслью промышленности.
Разновидности сырья
Самое название «цветной» означает цвет металла. Некоторые виды, например, имеют ярко выраженный цветовой оттенок. Подобные вещества важны из-за своих свойств и качеств, намного отличающихся от обычного железа.
Поэтому производство цветных металлов и сплавов необходимо для получения качественно новых соединений, применяемых во всех отраслях промышленности.
Сплав – это смешанные металлы. При соединении двух или более металлов, находящихся в расплавленном состоянии, образуется новый материал, имеющий практически полный спектр свойств, которым обладают составляющие сплава.
Цветные металлы распределяются на несколько крупных групп:
- Тяжелые – в эту группу входят медь, цинк, свинец, олово.
- Легкие – эта группа представлена магнием, титаном, бериллием, кальцием, стронцием, алюминием, натрием, калием, цезием.
- Благородные – находятся самые дорогие из цветных металлов, которых мало в природе: платина, золото, серебро, осмий, рутений, родий, .
- Малые – группа веществ, которых также немного в природе. Сюда относятся кобальт, кадмий, сурьма, висмут, .
- Тугоплавкие: марганец, вольфрам, хром, ванадий, тантал.
- Редкоземельные.
- Рассеянные.
- Радиоактивные.

Особенности процесса
В промышленности практически не применяются цветные металлы в чистом виде, а больше используются именно сплавы, что позволяет достигать требуемых свойств. При производстве цветных металлов происходит видоизменение их химических, физических и механических свойств, что очень важно для изготовления как бытовых, так и промышленных предметов.
Особенностью цветных металлов является простота обработки. Практически все они подвергаются шлифовке, ковке, прессования, резке, сварке или пайке.
При производстве из этих веществ удается получать не только готовые изделия, но также разнообразные полуфабрикаты:
- прутки;
- проволока;
- порошок;
- фольга.

Производство проволоки из цветного металла
Для производства цветных металлов и сплавов применяется разнообразные методы, основанные на химических свойствах основы, из которой будет получен металл или сплав и реагента.
Пирометаллургия – метод получения цветного металла путем проведения избирательной плавки, которая может быть окислительной или восстановительной. Источником тепла и главным реагентом чаще всего выступает присутствующая в руде .
Электролиз – метод, основанный на химической реакции электролиза. Применяется катод и анод. На катоде, которым выступает ванна из огнеупорного материала, происходит осаждение ионов металла в результате диссоциации. Реакция, в отличие от традиционной, описанной в учебниках химии, проводится не в водной среде, а в расплаве. Это обуславливается необходимостью избежать осаждения на катоде ионов водорода, что не позволяет выделять чистый металл.
Металлотермия – метод восстановления хлоридов или оксидов металла под воздействием другого вещества. Преимущественно технология применяется при производстве титана. Параллельно добывается магний, поскольку хлорид магния выступает побочным продуктом.
Сплавление – этот способ заключается в прямом смешивании двух металлов. Дополнительно в жидком состоянии поставляется шихта или легирующий материал. Этот способ относится к наиболее производительным, менее затратным и позволяет получать незагрязненные металлы., имеющие заданные физико-химические свойства.

Литье металла
Производство отдельных видов
Производство меди
Получение подобного цветного металла происходит из медных руд. Его содержание в составе этих соединении составляет от 1 до 6%. При составе меди менее 1% ее извлечение при современном уровне развития технологии не представляется рентабельным.
Получение меди осуществляется двумя способами:
- гидрометаллургический;
- пирометаллургический.
Первый способ является менее распространенным, поскольку при его использовании не удается извлекать из руды иные элементы.
Пирометаллургический метод добычи меди состоит из нескольких последовательных этапов:
- Подготовка руды к плавке посредством обогащения и дальнейшего обжига. Это позволяет получить концентрат меди.
- Последующий обжиг требуется для сокращения количества серы.
- Плавка на штейн. Путем удается получить штейн или сульфиды меди и железа.
А также проводится конвертирование штейна. Этот этап заключается путем продувки воздухом внутри специального медеплавильного конвертера полученного штейна, что позволяет выделить железо в шлак и получить черновую медь.
И в заключение – рафинирование. Черновая медь подвергается действию огневого плавления и электролитического рафинирования, что позволяет в итоге получить продукт, чистота которого составляет 99,97–99,99%.
Производство алюминия
Получение алюминия происходит методом электролиза глинозема. Процесс включает несколько этапов.
Получение чистого глинозема или оксида алюминия. Этот процесс заключается в обработке бокситов (руд, содержащих металл) щелочными растворами. Результатом является выпадение в виде осадка гидроксида алюминия.
Получение криолита – его производство заключается в обработке плавикового шпата для получения плавиковой кислоты и дальнейшего выделения фторалюминиевой кислоты. Посредством соды криолит выделяется в виде осадка.
Электролиз глинозема – результатом этого процесса является получения алюминия-сырца.
Рафинирование – посредством продувки расплавленного сырца хлором добывается чистый алюминий.

Магний добывается посредством реакции электролиза. Сырьем служат расплавленные соли металла (карналлит, магнезит, доломит, бишофит). Основу электролита составляет хлористый магний. Дополнительно применяется хлористый натрий, кальций и калий.
После проведения реакции на аноде оседает черновой металл, имеющий до 5% примесей. Их удаление происходит посредство процесса рафинирования с использованием флюсов. Все неметаллические компоненты преобразуются в шлак, а чистый металл разливается в изложницы.

Производство титана
По своим качествам титан и его сплавы во многом превосходят . Процесс производства титана затрудняется его повышенной активностью, особенно при повышении температуры.
Его особенностью является способность вступать в реакцию со множеством металлов, что требует соблюдения определенных условий для получения чистого титана.
Метод, применяемый для получения титана, называется магниетермия. Он состоит из следующих операций.
Выделение титанового концентрата путем обогащения руды, содержащей подобный металл.
Изготовление шлака – на этом этапе происходит отделение оксидов железа от оксидов титана.
Получение четыреххлористого титана – чтобы получить металлический титан, требуется применение хлорида титана, получаемый при хлорировании шлака.
Восстановление посредством магния – процесс восстановления протекает при очень высоких температурах – близких к 1 тыс. градусов. Реактор, где расплавляется магний, подается парообразный титан. При металлизации он оседает на стенках, а расплавленный магний удаляется через летку.

Сепарация массы в вакууме – полученный в результате предыдущего шага титан в виде губчатой массы требуется нагреть с использованием вакуума, что позволит выделить чистый металл.
Все цветные металлы обладают рядом особенностей, что должно учитываться при или их использовании.
Ряд элементов имеют повышенную теплопроводность и удельную теплоемкость:
- медь;
- магний;
- алюминий.

При сварке место соединения быстро охлаждается, что потребует использования мощных источников, особенно тепла при сварочных работах.
Некоторые элементы при резком нагреве изменяют свои механические свойства. Наблюдается их снижение. При этом сам металл становится легко разрушаемым от ударов или иного механического воздействия.
Все цветные металлы легко вступают во взаимодействие с газами, кроме инертных. Эта особенность характерна для тугоплавких цветных металлов.
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Размещено на http://www.allbest.ru/
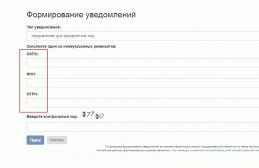
Контрольные вопросы к экзамену по курсу «Технология производства цветных металлов»
1.Сущность получения сплавов совместным восстановлением из руд
сплав литейный алюминиевый магниевый
Сырьём для производства стали служит передельный чугун и стальной лом. Процесс переработки чугуна в сталь сводится к удалению (выгоранию) части углерода и примесей. Получают сталь также прямым восстановлением железа из руды, минуя доменный процесс.
Сталь -- широко распространённый конструкционный материал. Путем легирования и специальной обработки (термической, химико-термической, термомеханической и др.) стали можно придать нужные свойства, удовлетворяющие самым разнообразным требованиям современной техники.
Сталь обладает высокой прочностью и твёрдостью, достаточной пластичностью и вязкостью. Её можно обрабатывать резанием и давлением, отливать.
Развитие техники предъявляет всё новые требования к качеству и свойствам стали, поэтому непрерывно совершенствуются технологические процессы её получения, разрабатываются и внедряются новые марки.
Единой мировой классификации сталей не существует. Обычно сталь классифицируют по способу производства, химическому составу, назначению, качеству, степени раскисления, структуре, методу формообразования изделий из стали.
По способу производства сталь разделяют на мартеновскую, конверторную (кислородно-конверторную, бессемеровскую, томасовскую), электросталь и сталь, получаемую прямым восстановлением из обогащённой руды (окатышей). Мартеновский способ производства, бывший в свое время наиболее распространённым, сейчас утратил первостепенное значение и вытесняется более простым и экономичным, с точки зрения технологии производства, кислородно-конверторным способом. Предпочтение отдаётся также электроплавильным способам, которые позволяют получать сталь самого высокого качества.
По химическому составу сталь делят на углеродистую и легированную.
Углеродистая сталь -- железоуглеродистый сплав (0,02--2,14% С) с неизбежными примесями марганца (до 0,8%), кремния (до 0,5%), серы (до 0,06%), фосфора (до 0,07%) и газов (кислорода, водорода, азота), присутствующих в очень малых количествах -- тысячных долях процента. Железо и углерод являются основными компонентами, определяющими структуру и свойства стали.
Марганец, кремний, сера и фосфор относятся к постоянным, или обычным, примесям. Марганец и кремний необходимы по условиям технологии выплавки стали -- их вводят в расплав для её раскисления. Вредные примеси -- сера и фосфор -- попадают в сталь из руд и печных газов и не поддаются полному удалению на стадии металлургического передела.
Кислород, водород, азот также постоянно присутствуют в стали и относятся к скрытым вредным примесям.
Углеродистые стали в зависимости от содержания углерода подразделяют на низкоуглеродистые (до 0,25% С), среднеуглеродистые (0,25-- 0,60% С) и высокоуглеродистые (свыше 0,60% С).
Легированными называют стали, в состав которых кроме железа, углерода, обычных и скрытых примесей входят легирующие элементы: хром, никель, молибден, вольфрам и другие элементы, которые специально вводятся в сталь для придания ей требуемых свойств. Сталь также считается легированной, если содержание в ней кремния превысит 0,5%, а марганца -- 1%. Легированные стали в зависимости от системы легирования делят на марганцевистые, хромистые, хромоникелевые и т.д.
В зависимости от содержания легирующих элементов различают стали низколегированные (суммарное содержание легирующих элементов до 2,5%), среднелегированные (2,5--10%) и высоколегированные (более 10%). Если суммарное содержание легирующих элементов превышает 50%, т.е. преобладает над железной основой, то такой материал называется сплавом. Например, сплавы с заданным температурным коэффициентом линейного расширения, жаропрочные сплавы и многие другие.
По назначению стали классифицируют на конструкционные, инструментальные и специального назначения (с особыми свойствами).
Конструкционные стали применяют в машиностроении и строительстве для изготовления деталей машин, элементов конструкций и сооружений. В зависимости от назначения и требуемых свойств содержание углерода в различных марках конструкционной стали изменяется в пределах от 0,05 (листовая) до 1% (подшипниковая). Важнейшими характеристиками сталей, по которым осуществляется их выбор, являются механические свойства и прокаливаемость.
Среди конструкционных сталей различают цементуемые, улучшаемые, высокопрочные, автоматные, рессорно-пружинные, подшипниковые и некоторые другие.
Инструментальные стали служат для изготовления режущих, измерительных инструментов, штампов холодного и горячего деформирования. Основным требованием, предъявляемым к инструментальным сталям, является высокая твёрдость, в связи с чем они отличаются повышенным содержанием углерода (исключение -- стали для горячештампового инструмента, подвергаемого в процессе эксплуатации значительным динамическим нагрузкам). При выборе марки инструментальной стали в первую очередь учитывается её теплостойкость (красностойкость), т.е. способность стали длительно сохранять структуру и свойства при повышенных температурах в результате нагрева инструмента в процессе работы. Теплостойкость создают специальной системой легирования инструментальных сталей и применением особых режимов термической обработки.
Стали и сплавы специального назначения делят на две группы: с особыми химическими и с особыми физическими свойствами.
Стали и сплавы с особыми химическими свойствами (коррозионно-стойкие, жаростойкие, жаропрочные) предназначены для работы в агрессивных средах и при высоких температурах.
Стали и сплавы с особыми физическими свойствами (магнитные, с зданным температурным коэффициентом линейного расширения и др.) применяются в основном в приборостроении, электротехнической, радиотехнической и электронной промышленности.
2. сущность получения сплавов металлотермическим способом
Различные исследователи изучали восстановление галоидных солей (хлоридов, фторидов), а также окислов лантаноидов щелочными металлами, алюминием, магнием и щелочноземельными металлами.
Из теплот и свободной энергии образования галогенидов лантаноидов и распространенных металлов-восстановителей, можно заключить, что для хлоридов подходящими восстановителями могут служить натрий и кальций, а для фторидов -- кальций. При восстановлении хлоридов натрием, однако, не удалось получить редкоземельные металлы в виде слитка, хорошо отделяющегося от шлака.
При восстановлении галогенидов магнием и алюминием получаются сплавы редкоземельных элементов с восстановителями, причем выход в сплав недостаточно высокий. Магний может быть отделен от редкоземельного металла вакуумной дистилляцией при температуре выше температуры плавления лантаноидов, но алюминий достаточно полно этим способом не удаляется.
Лучшие результаты в отношении выхода, выплавки слитка и чистоты металлов получены при восстановлении галогенидов кальцием.
Этим методом могут быть получены все лантаноиды за исключением самария, европия и иттербия, восстановление которых протекает только до низших галогенидов. Для получения самария, европия и иттербия разработан метод восстановления их окислов лантаном, с одновременной вакуумной возгонкой этих металлов.
3. Сущность получения сплавов путем электролиза
Электролиз - это совокупность процессов, протекающих в растворе или расплаве электролита, при пропускании через него электрического тока. Электролиз является одним из важнейших направлений в электрохимии.
Электролиз получил широкое распространение в металлургии цветных металлов и в ряде химических производств. Такие металлы, как алюминий, цинк, магний, получают главным образом путем электролиза. Кроме того, электролиз используется для рафинирования (очистки) меди, никеля, свинца, а также для получения водорода, кислорода, хлора и ряда других химических веществ.
Сущность электролиза заключается в выделении из электролита при протекании через электролитическую ванну постоянного тока частиц вещества и осаждении их на погруженных в ванну электродах (электроэкстракция) или в переносе веществ с одного электрода через электролит на другой (электролитическое рафинирование). В обоих случаях цель процессов - получение возможно более чистых незагрязненных примесями веществ.
Если в электролите имеются ионы разных металлов, то первыми на катоде выделяются ионы, имеющие меньший отрицательный нормальный потенциал (медь, серебро, свинец, никель), щелочноземельные металлы выделить труднее всего. Кроме того, в водных растворах всегда имеются ионы водорода, которые будут выделяться ранее, чем все металлы, имеющие отрицательный нормальный потенциал, поэтому при электролизе последних значительная или даже большая часть энергии затрачивается на выделение водорода.
Путем специальных мер можно воспрепятствовать в известных пределах выделению водорода, однако металлы с нормальным потенциалом меньше 1 В (например, магний, алюминий, щелочноземельные металлы) получить электролизом из водного раствора не удается. Их получают разложением расплавленных солей этих металлов.
Нормальные электродные потенциалы веществ, указанные в табл. 1, являются минимальными, при них начинается процесс электролиза, практически требуются большие значения потенциала для развития процесса.
Разность между действительным потенциалом электрода при электролизе и нормальным для него потенциалом называют перенапряжением. Оно увеличивает потери энергии при электролизе.
4. Сущность процесса получения сплавов непосредственным сплавлением металлов.
Плавление - это физический процесс перехода металла из твердого состояния в жидкое расплавленное. Плавление - процесс, обратный кристаллизации, происходит при температуре выше равновесной, т. е. при перегреве. Поскольку жидкий металл обладает большей внутренней энергией, чем твердый, при кристаллизации выделяется теплота. Между теплотой Q и температурой кристаллизации Тк существует определенная связь. Степень перегрева при плавлении металлов не превышает нескольких градусов. В жидком состоянии атомы вещества из-за теплового движения перемещаются беспорядочно, в жидкости имеются группировки атомов небольшого объема, в их пределах расположение атомов аналогично расположению в решетке кристалла. Эти группировки неустойчивы, они рассасываются и снова появляются в жидкости. При переохлаждении жидкости некоторые крупные группировки становятся устойчивыми и способными к росту. Эти устойчивые группировки атомов называют центрами кристаллизации (зародышами). Для осуществления процесса плавления необходимо наличие некоторого перегрева над равновесной температурой, т. е. термодинамического потенциала. Выше равновесной температуры более устойчив жидкий металл, он имеет меньший запас свободной энергии. Ниже этой температуры более устойчив твердый металл. При равновесной температуре свободные энергии жидкого и твердого состояния одинаковы, поэтому при этой температуре обе фазы (жидкая и твердая) могут сосуществовать одновременно и притом бесконечно долго. Равновесная температура очень близка к температуре плавления Тпл, с которой ее часто сравнивают. При охлаждении переход из жидкого состояния в твердое сопровождается образованием кристаллической решетки, т. е. кристаллизацией. Чтобы вызвать кристаллизацию, жидкий металл нужно переохладить до температуры ниже температуры плавления.
Жидкости, находящиеся при температуре, близкой к температуре плавления называются расплавами. Расплавы бывают металлическими, ионными, полупроводниковыми, органическими и высокополимерными. В зависимости от того, какие химические соединения образуют расплавы, выделяют солевые, оксидные, оксидно-силикатные и другие расплавы.
Большинство расплавов имеют в составе искосаэдрические частицы.
В процессе плавления химические связи в расплавах подвергаются видоизменению. В полупроводниках наблюдается образование металлической проводимости, у некоторых галогенидов вместо ионной проводимости происходит снижение электрической проводимости из-за образования расплава с молекулярным составом. Уровень температуры также влияет на тип связи в расплавах.
Среднее координационное число и межатомные расстояния также являются характеристиками расплавов. В процессе плавления металлов происходит уменьшение координационного числа примерно на 10-15 %. В тоже время межатомные расстояния остаются прежними. При плавлении полупроводников происходит увеличение их координационного числа в 1,5 раза, расстояние между атомами также увеличивается. Многокомпонентные расплавы характеризуются неравновесными, метастабильными состояниями, которые имеют взаимосвязь со структурой первоначальных твердых фаз.
5. Назначение литейных и деформируемых литейных сплавов
Деформируемые сплавы. Эти сплавы алюминия могут быть подвергнуты упрочнению закалкой с послед. старением - естественным (при комнатной температуре) или искусственным (при повышенной температуре). В результате закалки образуется пересыщенный твердый раствор легирующих элементов в алюминии. из которого при старении выделяется избыток растворенных элементов в виде зон, метастабильных фаз и стабильных интерметаллидов. Некоторые сплавы алюминия, в частности содержащие хром, марганец, цирконий и железо, способны закаливаться из жидкого состояния; при этом концентрация элементов в пересыщенном твердом растворе может существенно превосходить максимальную равновесную для твердого состояния.
Дополнительное упрочнение деформируемых сплавов алюминия достигается применением нагартовки-холодной прокатки или растяжения полуфабрикатов. Эта операция используется для улучшения механических свойств термически неупрочняемых сплавов, при этом повышаются прочностные свойства и особенно предел текучести, а пластичность снижается. Для термически упрочняемых сплавов алюминия нагартовка производится после закалки перед старением либо после старения; в результате повышаются прочностные свойства при сохранении прежней вязкости разрушения. Полуфабрикаты из деформируемых сплавов алюминия изготавливают из слитков, получаемых методом непрерывной отливки с непосредственным охлаждением водой.
Деформируемые сплавы алюминия по величине разделяют на сплавы низкой (менее 300 МПа), средней (300-480 МПа) и высокой (выше 480 МПа) прочности. К первым относят А1 - Мn, большинство магналиев, Al-Mg-Si. Из них изготавливают фольгу для консервных банок, пробок, молочных фляг, электропровода, оконные рамы, окантовки дверей и др. Сплавы средней прочности - дуралюмины, ковочные Al-Cu-Mg и Al-Cu-Mg-Si, жаропрочные ковочные Al-Cu-Mg-Fe-Ni, криогенные и жаропрочные свариваемые Al-Cu-Mn, сплавы пониженной плотности Al-Li-Mg. Эти сплавы используют для изготовления осн. элементов несущих конструкций (работающих при комнатной и повышенной температурах и в криогенной технике), элементов двигателей внутреннего сгорания, газотурбинных двигателей и др. Высокопрочные сплавы Al-Zn-Mg-Cu, Al-Cu -- Mg-Li и Al-Cu-Li используют в сильно нагруженных конструкциях.
Порошковые и гранульные сплавы алюминия получают распылением жидкого Аl в воздухе или инертной атмосфере в специальных установках, обеспечивающих сверхвысокую скорость охлаждения (сотни тысяч - миллионы градусов в секунду). Размер частиц порошковых сплавов 5-500 мкм, гранульных - 1-2 мм.
Наибольшее применение имеют порошковые сплавы алюминия - САП (спеченная алюминиевая пудра) и САС (спеченный алюминиевый сплав). В САП упрочняющая фаза - мельчайшие частицы А1 2 О 3 , образующегося при размоле в мельницах в окислительной атмосфере. Этот материал отличается высокой термической и коррозионной стойкостью. Он сохраняет прочность при температурах до 660°С (т-ра плавления А1) и даже несколько выше. САС содержит 25-30% Si и 5-7% Ni. Упрочняющая фаза - мельчайшие частицы интерметаллидов и А1 2 О 3 . Этот сплав имеет более низкий температурный коэффициент линейного расширения [(11,5-13,5)*10 -6 К -1 ], чем большинство остальных сплавов алюминия сплавы.
Благодаря тому, что скорость охлаждения при получении порошковых и гранульных сплавов очень велика, удается создать материалы, представляющие собой пересыщенные твердые растворы. К ним относятся высокопрочные сплавы Al-Zn-Mg-Cu, жаропрочные Al-Fe-Ce, сплавы пониженной плотности А1-Mg-Li, пластичные Al-Cr-Zr. Св-ва порошковых и гранульных сплавов, особенно пластичность, улучшаются после вакуумной дегазации. Заготовки из порошковых сплавов алюминия сплавы имеют форму брикетов, из которых обработкой давлением получают полуфабрикаты. Порошковые сплавы применяют для изготовления деталей и узлов малонагруженных конструкций, работающих в интервале 250-500°С, высоконагруженных конструкций, работающих при комнатной температуре, в приборостроении.
Высокомодульные деформируемые сплавы Al-Be-Mg -- двухфазные гетерогенные системы. Они превосходят по модулю упругости пром. легкие сплавы в 2-3 раза; их плотн. 2,0-2,4 г/см 3 , модуль упругости 45 000-220 000 МПа, относит. удлинение 15-10%. Такие сплавы обладают также повыш. теплоемкостью и теплопроводностью. более высокой усталостной прочностью (в т.ч. уникальной акустич. выносливостью), меньшей скоростью роста усталостных трещин. Применяют их преим. для изготовления тонких жестких элементов несущих конструкций, что позволяет уменьшить массу изделия до 40%.
При получении изделий из сплавов алюминия обработкой давлением возможно использование сверхпластичности этих сплавов, которая реализуется при размере зерна в структуре сплава менее 10 мк, причем эта структура должна изменяться при температуре, превышающей половинное значение температуры плавления. Большая группа сплавов алюминия сплавы обладает эффектом сверхпластичности и находит промышленное применение. По свойствам различают три группы литейных сплавов: высокопрочные и средней прочности; жаропрочные (для работы до 200-400°С); коррозионностойкие (для работы в морской воде). Сплавы высокопрочные и средней прочности малопроницаемы для газов и жидкостей (могут выдерживать без утечки жидкости давление до 15-25 МПа); из них изготавливают отливки практически любых конфигураций и размеров всеми существующими методами литья. Для измельчения структуры и улучшения свойств силуминов в их расплав перед разливкой вводят небольшие кол-ва Na (в виде солей). Возникающая при этом пористость подавляется кристаллизацией под давлением в автоклавах.
Наибольшей жаропрочностью среди литейных сплавов обладают Al-Cu-Mg-Ni и Al-Cu-Ni-Mn; из них изготавливают литые поршни.
6. Маркировка алюминиевых сплавов
Состав промышленных алюминиевых сплавов регулируется ГОСТ 4784-97, ГОСТ 1583-93, ГОСТ 114-78 и др.
Для маркировки деформируемых алюминиевых сплавов применяют смешанную буквенную и буквенно-цифровую маркировки. Примеры приведены в таблице:
|
Вид алюминия (сплава алюминия) |
Маркировка |
|
|
Алюминий чистый, нелегированный |
А999, А995, А99, А97, А95, А85, А8, А7, А7Е, А6, А5, А5Е, А0, АД0, АД1, АД00 |
|
|
Деформируемые алюминиевые сплавы с низким содержанием магния (до 0,8%) |
Д1, В65, Д18, Д1П, АД31, АД |
|
|
Деформируемые алюминиевые сплавы с повышенным содержанием магния (до 1,8%) |
Д12, Д16, АМг1, Д16П |
|
|
Литейные алюминиевые сплавы с низким содержанием меди (до 1,5%) |
АЛ5, АЛ32, АЛ2, АЛ4, АЛ4-1, АЛ9, АЛ9-1, АЛ34, АК9 (АЛ4В), АК7 (АЛ9В), АЛ5-1 |
|
|
Литейные алюминиевые сплавы с высоким содержанием меди (более 1,5%) |
АЛ3, АЛ6, АК5М2 (АЛ3В), АК7М2 (АЛ14В), АЛ7, АЛ19, АК5М7 (АЛ10В), АЛ33 (ВАЛ1) |
|
|
Литейные алюминиевые сплавы с высоким содержанием кремния |
АЛ1, АЛ21, АЛ25, АЛ30, АК21М2,5Н2,5, АК18, КС-740 |
|
|
Деформируемые алюминиевые сплавы с высоким содержанием магния |
АМг2, АМг3, АМг4, АМг5, АМг5п, АМг6 |
|
|
Литейные алюминиевые сплавы с высоким содержанием магния |
АЛ8, АЛ27, АЛ27-1, АЛ13, АЛ22, АЛ23, АЛ23-1, АЛ28 |
|
|
Деформируемые алюминиевые сплавы с высоким содержанием цинка |
В95, 1915 и 1925 |
|
|
Литейные алюминиевые сплавы с высоким содержанием цинка |
АЛ11, АК4М4, АК4М2Ц6 |
7. Особенности плавки алюминиевых сплавов
Приготовление алюминиевых сплавов.
Алюминиевые сплавы легко окисляются при расплавлении, насыщаются водородом (содержание водорода может достигать 0,5-,0 см 2 сна 100 г металла) и другими неметаллическими включениями.
Основные окислители - кислород и пары воды. В зависимости от температуры, парциального давления кислорода и паров воды, а также кинетических условий взаимодействия при окислении образуется оксид алюминия (Аl 2 O 3) и субоксиды (Al 2 O и AlO).
В обычных условиях плавки термодинамически устойчивой фазой является оксид алюминия г - Аl 2 O 3 , который не растворяется в алюминии и не образует легкоплавких соединений.
Кроме оксидов алюминия в расплавах могут присутствовать: оксид магния (MgO), магнезиальная шпинель MgAl 2 O 4 , нитриды алюминия, магния, титана (AlN , Mg 3 N 3 , TlN0, карбиды алюминия (Al 2 C), бориды алюминия и титана (AlB 2 . TlB 3) и др.
Большинство легирующих элементов (Сu, Si, Mn) не оказывают влияния на процесс окисления алюминия; щелочные и щелочно - земельные металлы (К, Na, Li, Ba, Ca, Sr, Mg), а также цинк увеличивают окисляемость алюминия из-за образования рыхлых оксидных плен.
Порядок загрузки шихтовых материалов: чушковый алюминий, крупногабаритные отходы, отходы литейных и механических цехов (литники, некачественные отливки, брикетизированная стружка и т.п.), переплав, лигатуры (чистые металлы). Компоненты шихты вводят в жидкий металл при температуре, о С: 730 (не выше) - стружку и мелкий лом; 740-750 - медь, при 700-740 - кремний, 700-740 - лигатуры; цинк загружают перед магнием к концу плавки. Температура нагрева литейных алюминиевых сплавов не должна превышать 800-830 о С.
Обязательной операцией является рафинирование от неметаллических включений и растворенного водорода.
Основным источником водорода являются пары воды, оксидные пленки на шихтовых материалах, легирующие элементы и лигатуры. Максимальная скорость плавки и минимальная длительность выдержки в печи перед разливкой способствуют повышению его чистоты.
Уменьшение компактности и увеличение удельной поверхности шихтовых материалов оказывают существенное влияние на степень загрязнения алюминиевых сплавов неметаллическими включениями и водородом.
При плавке алюминиевых сплавов, содержащих кремний, следует предусмотреть меры от загрязнения сплавов железом. Перед плавкой необходимо очистить печь (тигель) от остатков шлака предыдущей плавки. Чугунный тигель и плавильный инструмент очищают от следов расплава и окрашивают защитной краской.
При плавке алюминиевых сплавов, содержащих магний, медь и марганец, вначале в печь загружают чушковый алюминий и силумин, затем лигатуры и чушковые отходы. Магний вводят после рафинирования при 720-730 о С с помощью окрашенного колокольчика, после чего сплавы модифицируют и разливают.
Плавку сложнолегированных алюминиевых сплавов с высоким содержанием магния проводят только в графитовых тиглях в связи с минимально допустимым содержанием вредных примесей железа и кремния.
Применяемый плавильно - разливочный инструмент должен быть из графита или титана.
При использовании для приготовления сплавов возврата собственного производства порядок плавки должен быть следующий: расплавление чистого алюминия и лигатуры Аl - Be; введение при 670-700 о С возврата собственного производства. После расплавления возврата порядок загрузки остальных составляющих шихты и режимы плавки сохраняются такими же, как и при приготовлении на чистых металлах. Температура перегрева сплавов не должна превышать 750 о С.
8. Рафинирование расплава алюминия
Алюминий высокой чистоты в промышленном масштабе получают методом электролитического рафинирования по трехслойному способу. Этот процесс осуществляется в электролизерах для рафинирования алюминия. Серия электролизеров для рафинирования располагается, как правило, в одном корпусе, аналогичном по своей конструкции корпусу электролиза алюминия.
Основным сырьем для электролитического рафинирования служит расплавленный алюминий технической чистоты, поэтому корпуса электролитического рафинирования входят в состав электролизного цеха. Обычно они называются отделением рафинирования.
Электролитическое рафинирование алюминия по трехслойному методу основано на способности алюминия в процессе электролизаего сплава с медью к электрохимическому растворению на аноде и восстановлению на катоде: на аноде Al--Зе>Al 3+ ; на катодеAl 3+ +3e>Al.
В результате электролиза более электроположительные элементы (железо, кремний, медь и др.) накапливаются в анодномсплаве. Более электроотрицательные элементы (натрий, барий, кальций и др.) переходят в электролит, не выделяясь на катоде,так как потенциал их выделения выше потенциала алюминия.
Для создания условий протекания этого процесса приготавливают анодный сплав алюминия с 30--40 % Сu, плотность которого3,2--3,5 г/см 3 , и он располагается на подине шахты электролизера. Катодом служит рафинированный алюминий, имеющий притемпературе протекания процесса электролиза плотность 2,3 г/см 3 . Между анодным сплавом и катодным металлом находится слойэлектролита плотностью 2,7 г/см 3 , который состоит из криолита, хлористого бария и хлористого натрия.
В настоящее время применяются электролизеры для производства алюминия высокой чистоты на силу тока до 100 кА (рис. 136).Габариты и конструкция этих электролизеров зависят от их мощности. Величина катодной и анодной плотностей тока при рафинировании в зависимости от мощности электролизеров составляет 0,5--0,7 А/см 2
Рафинировочные электролизеры монтируют в сварном металлическом кожухе прямоугольной формы с днищем. С наружнойстороны к кожуху для увеличения жесткости приваривают вертикальные и горизонтальные “ребра” жесткости из профилированной стали. Футеровка кожуха до уровня подины аналогична футеровке электролизеров для производства алюминия; боковые стенки кожуха футерованы токонепроводящими материалами: листовым асбестом, шамотным и магнезитовым кирпичом, стойким к действию электролита, применяемого при рафинировании. С одной из сторон электролизера смонтирован футерованный магнезитовымкирпичом загрузочный карман, который на уровне подины соединен каналом с шахтой ванны.
Перед началом эксплуатации нагревают шахту ванны и обжигают межблочные швы теплом от сжигания газообразного или жидкого топлива, подаваемого в зону обжига форсунками. Прогрев подины и боковых стенок шахты необходимо вести равномерно по всей поверхности, так как местные перегревы могут привести к образованию трещин в подовых блоках и боковой футеровке.
Пуск рафинировочного электролизера производят в следующем порядке. На очищенную подину устанавливают предварительно подогретые графитированные катоды, соединенные через алюминиевую штангу с катодными шинами. Затем на подину через карман заливают анодный сплав, и электролизер включают в электрическую цепь. После этого в ванну заливают электролит и одновременно поднимают катодное устройство. При включении электролизера в цепь обязательно проверяют равномерность распределения тока по катодам; при обнаружении нарушения обычно заменяют катоды. Для создания нормальных условий протекания процесса электролиза катоды поднимают из электролита на необходимую высоту.
Для создания катодного слоя алюминия в начале работы электролизера применяют высокосортный алюминий-сырец, который заливают в ванну до создания слоя не менее 100 мм.
9. Модифицирование сплавов алюминия
Модифицирование. Для измельчения макрозерна и различных фаз, а также для придания им благоприятной формы алюминиевые сплавы модифицируют. Доэвтектические и эвтектические силумины модифицируют с целью измельчения кристаллов эвтектического кремния. Для этого вводят 0,05... 0,1 % натрия или стронция в виде солей NaF и NaCl на поверхность металла, очищенную от шлака. В результате реакций, происходящих в металле, выделяется натрий, производящий модифицирующее воздействие:
6NaF + Al = Na3AlF6 + 3Na.
С целью ускорения этого процесса металл следует перемешивать. Эффект модифицирования сохраняется 20...30 мин, в течение которых металл должен быть залит в формы. Модифицирующее действие стронция сохраняется в течение 2...3 ч.
Стронций вводят в виде лигатуры алюминий--стронций, содержащей 10 % Sr. Заэвтектические силумины модифицируют для измельчения первичных кристаллов кремния. В качестве модификатора используют фосфор в виде лигатуры Си--Р (10% Р), смеси красного фосфора с фторцирконатом калия и хлористым калием, а также смеси фосфорорганических веществ. Следует заметить, что модифицирование фосфором в виде лигатуры Си--Р требует повышенной температуры (880...920°С) и длительной выдержки (20...30 мин).
Широкое распространение получили так называемые универсальные флюсы, выполняющие функции рафинирующих флюсов и модификаторов. В составе этих флюсов кроме КС1, NaCl и Na3AlF6 содержится свыше 25 % NaF, обеспечивающего модифицирующее действие флюса.
Расход дегазирующих и модифицирующих добавок зависит от способа их применения. Так, по данным ВАЗа расход порошкообразного гексахлорэтана составляет 0,2 %, а при использовании его в виде таблеток расход не превышает 0,05 % от массы расплава. Модифицирующие средства в прессованном виде также расходуются в меньшем количестве, чем порошковые (0,1 против 1 %). Это объясняется отсутствием просыпи при вводе таблетки, а, кроме того, постепенное разложение таблетки исключает возможность выброса непрореагировавшего реагента на поверхность металла, что характерно при усвоении порошкообразного вещества.
В последние годы разработаны модификаторы для сплавов алюминия, содержащих до 26 % Si. Это смеси фосфористой меди и гидрата лития, лигатуры А1--(10... 50 %) Sr, Al--Ti--В и др.
10. Особенности технологии производства фасонных отливок из алюминиевых сплавов
Литье в кокиль
Литье в кокиль - это процесс изготовления фасонных отливок в формах, изготовляемых из чугуна, стали или других сплавов. Метод литья в кокиль имеет ряд преимуществ перед литьем в песчаные формы: металлическая форма выдерживает большое количество заливок (от нескольких сот до десятков тысяч) в зависимости от сплава, заливаемого в форму.
Отливки, залитые в кокиль, имеют большую точность размеров и лучшую чистоту поверхности, чем при литье в песчаные формы, и требуют меньшего припуска на механическую обработку. Структура металла получается более мелкозернистой, вследствие чего повышаются его механические свойства; кроме того, устраняется необходимость в формовочной смеси, улучшаются технико-экономические показатели производства и санитарно-гигиенические условия труда. Литье в кокиль имеет и свои недостатки. К ним относятся большая стоимость изготовления формы, повышенная теплопроводность формы, что может привести к пониженной заполняемости форм металлом вследствие быстрой потери жидкотекучести, частое получение поверхностного отбела (образование ледебуритного цементита) у чугунных отливок, что затрудняет их механическую обработку.
Фасонные отливки при литье в кокиль изготовляют из стали, чугуна, медных, алюминиевых, магниевых и других сплавов.
Конструкции кокилей чрезвычайно разнообразны. Кокиль для простых отливок изготовляют из двух частей, соответствующих верхней и нижней опокам при литье в песчаные формы. Для сложных отливок форму изготовляют из нескольких разъемных частей; каждая из них образует часть отливки; поверхность разъема форм определяется конструкцией отливки.
Для получения внутренней полости отливки применяют песчаные и металлические стержни. Для отливок из легкоплавких сплавов преимущественно применяют металлические стержни, а для чугунных и стальных отливок -- песчаные.
Алюминиевые поршни отливают с металлическим стержнем. Корпус кокиля состоит из трех частей (1, 2 и 3). Литниковая система 4 расположена в плоскости разъема. Внутреннюю полость отливки образует металлический стержень. Для обеспечения возможности выемки металлического стержня из отливки его делают разъемным (из нескольких частей). На рис.1 показан металлический стержень из трех частей. После заливки и затвердевания сплава сначала вынимают центровую конусообразную часть 1, а затем боковые части 2 и 3.
Форма для изготовления алюминиевого поршня.
Схема технологии отливки поршня в кокиль на заводе-автомате: 1 -- транспортер для загрузки чушек алюминиевых сплавов; 2 -- загрузочная площадка; 3 -- плавильный агрегат; 4 -- дозирующее устройство; 5 -- литейная машина с шестью металлическими формами; 6 -- механическая рука; 7 -- перегрузочное устройство; 8 -- фрезерный станок для обрезки литников; 9 -- склиз; 10 -- конвейер отпускной печи; 11 -- отпускная печь; 12 -- конвейер для охлаждения поршней воздухом до температуры цеха; 13 -- склиз для подачи поршней к прессу Бринеля; 14 -- пресс Бринеля; 15 -- склиз для подачи поршней в бункер на хранение; 16 -- бункер; 17--19 -- транспортеры для подачи литников и отходов на загрузочную площадку.
11. Состав и свойства магниевых сплавов
Магний и магниевые сплавы
Литейные и деформируемые магниевые сплавы в отечественных стандартах (ГОСТ) обозначаются следующим образом:
МЛ - магниевые литейные сплавы (ГОСТ 2856); МА - магниевые деформируемые сплавы (ГОСТ 14957); пч - повышенной чистоты; он - общего назначения.
Литейные магниевые сплавы подразделяются в зависимости от способа литья: в песчаные формы, в кокиль, литье под давлением и др.
Деформируемые магниевые сплавы классифицируются следующим образом: сплавы для прессования, ковки, штамповки, для горячей и холодной прокатки.
Кроме того, литейные и деформируемые магниевые сплавы классифицируются по прочности при нормальных и повышенных температурах, коррозионной стойкости и плотности.
По уровню прочности и ряду других основных свойств (жаропрочности, плотности) магниевые деформируемые сплавы подразделяются на 4, а литейные - на 3 группы.
По предельно допустимым рабочим температурам и длительности работы при них магниевые сплавы подразделяются следующим образом:
|
Марки литейных сплавов |
Марки деформируемых сплавов |
|||
|
Длительно до 150°С, кратковременно до 200°С |
МЛ3, МЛ4, МЛ4пч, МЛ5, МЛ5пч, МЛ5он, МЛ6, МЛ8 |
МА1, МА2, МА2-1, МА5, МА2-1пч, МА15, МА19, МА20 |
||
|
Длительно до 200°С, кратковременно до 250°С |
||||
|
Длительно до 200-300°С, кратковременно до 300-400°С |
МЛ9, МЛ10, МЛ11, МЛ19 |
|||
|
Длительно до 125°С |
||||
|
Длительно до 60°С |
По коррозионной стойкости во всех климатических атмосферных условиях магниевые сплавы можно разделить на 3 основные группы:
По степени свариваемости магниевые сплавы можно классифицировать:
В США и некоторых других странах магниевые сплавы обозначаются по системе, разработанной Американским обществом по испытаниям материалов (ASTM), включающей основные данные по химическому составу и состоянию поставки. Обозначение сплавов начинается с двух букв, представляющих два основных легирующих элемента. Буквы располагаются по убыванию содержания элементов или, при равных их количествах - по алфавиту. За буквами следуют цифры, указывающие содержание элементов в целых процентах. Последующие буквы (А, В, С) отражают модификацию сплава по содержанию второстепенных легирующих элементов или примесей. Чистота сплава увеличивается от С до А, т.е. А - наиболее чистый. Символ "Х" обозначает, что сплав новый и пока не стандартизирован, т.е. так называемый "временно стандартизированный сплав", например АZ81ХА.
12. Особенности плавки магниевых сплавов
Для плавки магниевых сплавов применяют тигельные печи с выемным или стационарным тиглем вместимостью 200-450 кг или отражательные печи большой вместимости. При этом после расплавления всей шихты сплав переливают в тигельные раздаточные печи, в которых производится его рафинирование.
В разогретый тигель или печь загружают небольшое количество размолотого флюса и около половины всего количества магния, поверхность которого также засыпается флюсом. После расплавления первой порции магния постепенно загружают остальное количество магния. Затем, когда расплавится весь магний, в сплав при температуре 680-700 °С вводят предварительно мелко раздробленную лигатуру алюминий-марганец.
Марганец в магниевые сплавы вводят при температуре 850 °С в виде смеси металлического марганца или хлористого марганца О флюсом ВИЗ. Затем в тигель постепенно загружают возврат. В течение всего процесса плавки поверхность сплава должна быть покрыта слоем флюса ВИЗ.
Цинк присаживается в конце плавки при температуре расплава 700-720 °С. При той же температуре в сплав присаживается бериллий в виде лигатур магний - бериллий или марганец-алюминий-бериллий или в виде фторбериллата натрия NaBeF4. Лигатуры, содержащие бериллий, вводят в сплав до рафинирования, а фторбериллат натрия - во время рафинирования.
Церий, являясь компонентом некоторых новых магниевых сплавов, входит в состав мишметалла, имеющего следующий состав (%): 45-55 церия, до 20 лантана, 15 железа, остальное- редкоземельные элементы первой группы. При расчете шихты учитывают суммарное содержание всех редкоземельных элементов. Мишметалл добавляют в расплав после рафинирования при помощи железного сетчатого стакана, погружаемого на глубину 70-100 мм от зеркала сплава.
Цирконий вводят в сплав в виде фторцирконата натрия Na2ZrFe при температуре 850-900 °С.
Если в магниевый сплав необходимо ввести значительное количество циркония, как, например, в новый теплопрочный литейный сплав МЛ12, содержащий 4-5% Zn, 0,6-1,1% Zr, остальное- магний, приходится пользоваться так называемой шлак-лигатурой, Для приготовления шлак-лигатуры используют шихту следующего состава, %: 50 фторцирконата калия; 25 карналлита; 25 магния. Шлак-лигатуру приготавливают одновременно в двух тиглях. В одном тигле расплавляют карналлит и после прекращения бурления при температуре 750-800 °С замешивают фторцирконат калия до получения однородной расплавленной массы. Затем в эту смесь вливают расплавленный в другом тигле магний, нагретый до 680-750 °С. Полученная шлак-лигатура содержит 25-50% циркония.
Заключительной стадией плавки любого магниевого сплава является обработка его в жидком состоянии с целью рафинирования, а также модифицирования структуры. Рафинирование магниевого сплава проводят после введения всех легирующих добавок и доведения температуры расплава до 700-720 °С. Лишь в случае обработки магниевого сплава фторбериллатом натрия температура нагрева сплава перед рафинированием повышается до 750-760 °С. Обычно рафинирование производят путем перемешивания сплава железной ложкой или шумовкой в течение 3-6 мин; при этом поверхность расплава посыпают размолотым флюсом ВИЗ. Перемешивание начинают с верхних слоев сплава, затем ложку постепенно опускают вниз, не доходя до дна примерно на 1/2 высоты тигля. Рафинирование считается законченным, когда поверхность сплава приобретает блестящий, зеркальный вид. По окончании рафинирования с поверхности сплава счищают флюс, а зеркало сплава вновь покрывают ровным слоем свежей порции размолотого флюса ВИЗ. Затем магниевые сплавы, кроме сплавов МЛ4, МЛ5 и МЛ6, нагревают до 750-780 °С и выдерживают при этой температуре в течение 10-15 мин.
Магниевые сплавы марок МЛ4, МЛ5 и МЛ6 перед разливкой подвергают модифицированию. После снятия с поверхности сплава загрязнений, образовавшихся при модифицировании, и после засыпки поверхности расплава свежей порцией флюса эти сплавы выдерживают, при этом температура понижается до 650-700 °С, затем производят заливку форм.
В ходе плавки тщательно наблюдают за состоянием поверхности жидкого сплава. Если сплав начинает гореть, его необходимо засыпать порошкообразным флюсом при помощи пневматического флюсораспылителя.
13. Рафинирование и модифицирование расплавов из магния
Рафинирование под флюсами проводят путем перемешивания расплава движениями мешалки вниз -- вверх в течение 5...6 мин при температуре 700...720°С. При этом на поверхность металла добавляют порции сухого измельченного флюса. Расплавленный флюс обволакивает нежелательные примеси, содержащиеся в металле, и при последующей выдержке металла осаждает их на дно тигля. Рафинирование считается законченным, когда поверхность металла приобретает блестящий зеркальный вид. После этого наносят свежий флюс и выдерживают под ним металл в течение 10... 15 мин при 750...800°С. Затем снижают температуру до 700 °С и выдают металл из печи.
Для рафинирования магниевых сплавов используют также продувку аргоном при 720...740°С или фильтрацию через сетчатые и зернистые фильтры. Зернистые фильтровальные материалы (магнезит, графит, кокс в смеси с другими веществами) обеспечивают наиболее полную очистку расплава. Стальные сетчатые фильтры снижают загрязненность приблизительно в пять раз. Для связывания водорода в устойчивые гидриды в расплав перед разливкой иногда вводят до 0,1 % Са.
При ответе на вопросы желательно привести примеры и иллюстрации.
Литература
1. Б.В. Захаров. В.Н. Берсенева «Прогрессивные технологические процессы и оборудование при термической обработке металлов» М. «Высшая школа» 1988 г.
2. В.М. Зуев «Термическая обработка металлов» М. Высшая школа 1986 г.
3. Б.А. Кузьмин «Технология металлов и конструкционные материалы» М. «Машиностроение» 1981 г.
4. В.М. Никифоров «Технология металлов и конструкционные материалы» М. «Высшая школа» 1968 г.
Размещено на Allbest
Подобные документы
Применение деформируемых алюминиевых сплавов в народном хозяйстве. Классификация деформируемых алюминиевых сплавов. Свойства деформируемых алюминиевых сплавов. Технология производства деформируемых алюминиевых сплавов.
курсовая работа , добавлен 05.02.2007
Механические свойства, обработка и примеси алюминия. Классификация и цифровая маркировка деформируемых алюминиевых сплавов. Характеристика литейных алюминиевых сплавов системы Al–Si, Al–Cu, Al–Mg. Технологические свойства новых сверхлегких сплавов.
презентация , добавлен 29.09.2013
Исследование основных литейных свойств сплавов, изучение способа получения отливок без дефектов и описание технологии отлива детали под давлением. Изучение схемы прокатного стана и механизма его работы. Анализ свариваемости различных металлов и сплавов.
контрольная работа , добавлен 20.01.2012
Химико-физические свойства медных сплавов. Особенности деформируемых и литейных латуней - сплавов с добавлением цинка. Виды бронзы - сплавов меди с разными химическими элементами, главным образом металлами (олово, алюминий, бериллий, свинец, кадмий).
реферат , добавлен 10.03.2011
Особенности медных сплавов, их получение сплавлением меди с легирующими элементами и промежуточными сплавами - лигатурами. Обработка медных сплавов давлением, свойства литейных сплавов и область их применения. Влияние примесей и добавок на свойства меди.
курсовая работа , добавлен 29.09.2011
Зависимость свойств литейных сплавов от технологических факторов. Основные свойства сплавов: жидкотекучесть и усадка. Литейная форма для технологических проб. Графики зависимости жидкотекучести, линейной и объемной усадки от температуры расплава.
лабораторная работа , добавлен 23.05.2014
Определение механических свойств конструкционных материалов путем испытания их на растяжение. Методы исследования качества, структуры и свойств металлов и сплавов, определение их твердости. Термическая обработка деформируемых алюминиевых сплавов.
учебное пособие , добавлен 29.01.2011
Назначение и виды термической обработки металлов и сплавов. Технология и назначение отжига и нормализации стали. Получение сварных соединений способами холодной и диффузионной сварки. Обработка металлов и сплавов давлением, ее значение в машиностроении.
контрольная работа , добавлен 24.08.2011
Общие сведения о трубопроводах. Технологические трубопроводы. Сложность изготовления и монтажа технологических трубопроводов. Трубы и детали трубопроводов из цветных металлов и их сплавов, их конфигурация, техническая характеристика, области применения.
курсовая работа , добавлен 19.09.2008
Основные сварочные материалы, применяемые при сварке распространенных алюминиевых сплавов. Оборудование для аргонно-дуговой сварки алюминиевых сплавов. Схема аргонно-дуговой сварки неплавящимся электродом. Электросварочные генераторы постоянного тока.
ПРОИЗВОДСТВО МЕТАЛЛОВ
Металлургией называют отрасль промышленности, производящую металлы из руд и другого сырья.
Все металлы делят на черные и цветные. К черным металлам относятся железо, марганец, хром и сплавы на их основе; к цветным - все остальные. Цветные металлы делятся на четыре группы: 1) тяжелые: медь, свинец, олово, цинк и никель; 2) легкие: алюминий, магний, кальций, щелочные и щелочноземельные; 3) драгоценные, или благородные: платина, иридий, осмий, палладий, рутений, родий, золото и серебро; 4) редкие (все остальные): а) тугоплавкие: вольфрам, молибден, ванадий, титан, кобальт, цирконий иниобий; б) рассеянные: германий, галлий, таллий, индий и рений; в) редкоземельные: лантаноиды; г) радиоактивные: торий, радий, актиний, протактиний и уран; д) искусственные полоний, астат, нептуний, плутоний и др.
Сырье цветной и черной металлургии . По извлекаемому металлу руды называют железными, медными, марганцовыми, свинцовыми, медноникелевыми, урановыми и т. п. По составу их делят насульфидные, окисленные и самородные. Сульфидными рудами называются породы, в которых получаемый металл находится ввиде сульфидов. Это медные, цинковые, свинцовые и полиметаллические руды (халькопирит CuFeS 2 , галенит PbS, сфалерит ZnS и др.) Если извлекаемый металл находится в виде оксидов или другихкислородсодержащих минералов (силикаты, карбонаты), то такие руды относят к окисленным. Железные, марганцовые, алюминиевые руды чаще бывают окисленными. Руды, содержащие природные сплавы металлов, называют самородными.
На современном уровне развития технологии считается рентабельной переработка железных руд с содержанием не менее 30 % Fe, цинковых - 3% Zn имедных - 0,5 % Си.
Для получения металла из руды, кроме отделения пустой породы, необходимо отделить металл от химически связанных с ним элементов. Эта стадия называется металлургическим процессом. Металлургический процесс, осуществляемый с применением высоких температур, называется пирометаллургическим, с использованием водных растворов - гидрометаллургическим. В отдельную группу выделяют электрометаллургические процессы.
Первая стадия производства - обогащение сырья. Следующая стадия заключается в разложении концентрата обжигом, в обработке его хлором, а также оксидом серы (IV) или жидкими реагентами(кислотами, щелочами, комплексообразователями). Последними двумя способами извлекаемый металл переводят в раствор, из которого выделяется оксид или соль редкого металла осаждением в виде малорастворимого соединения или кристаллизацией. Завершающая стадия - получение чистого металла или сплававосстановлением углеродом или водородом, термическим разложением, вытеснением (цементация), электролизом растворов или расплавов.
В производстве тугоплавких металлов (вольфрам, молибден – завод «Победит») применяется метод порошковой металлургии, заключающийся в восстановлении оксидов порошкообразных металлов. Затем металлический порошок прессуют под большим давлением испекают в электрических печах, получая металл безперевода его в жидкое состояние. Температура спекания металлического порошка обычно на 1/3 ниже температуры плавления металла.
ПРОИЗВОДСТВО ЖЕЛЕЗА И ЕГО СПЛАВОВ
Среди используемых человеком металлов железо и его сплавы по объему и сферам применения занимают первое место. В практике обычно используют не чистое железо, а его сплавы, и в первую очередь с углеродом. В технике железом называют черный металл с содержанием углерода менее 0,2%. По количеству углерода все сплавы делят на стали и чугуны. К сталям относятся железные сплавы с содержанием углерода от 0,2 до 2%, к чугунам - с содержанием углерода выше 2% (обычно от 3,5 до 4,5%).
На рисунке 1 приведена диаграмма фазового состояния системы железо - углерод.
| |
Как следует из диаграммы, температура начала плавления сталей снижается с ростом содержания углерода до точки Е. Эта точка соответствует предельной растворимости углерода в твердом железе (2% С). Для чугуна независимо от количества углерода температура плавления остается постоянной.
Если в чугуне значительная часть углерода находится в виде цементита Fe 3 C, то такой чугун называется белым. Из-за высокой твердости и хрупкости его трудно обрабатывать на станках, поэтому белый чугун перерабатывается в сталь. По этому признаку он получил еще название передельного чугуна. При медленном охлаждении расплавленного чугуна часть Fe 3 C распадается с выделением свободного углерода в виде графита. Такой чугун называется серым или литейным. Он более мягок, менее хрупок и хорошо обрабатывается на станках.
По составу стали могут быть углеродистыми и легированными. Углеродистыми называют стали, свойства которых определяются углеродом, а другие примеси существенного влияния не оказывают. По содержанию углерода эти стали делят на: малоуглеродистые (до 0,3% С), среднеуглеродистые (от 0,3 до 0,65%) и высокоуглеродистые (от 0,65 до 2% С). Из иизкоуглеродистой стали изготовляют кровельное железо, стальной лист, черную и белую жесть (широко используемую для изготовления тары), мягкую проволоку и т. д.; среднеуглеродистые стали используют для производства рельсов, труб, проволоки, деталей машин; высокоуглеродистая служит в основном для изготовления разнообразного инструмента.
Легированными называют стали, содержащие, кроме углерода, другие специально введенные для изменения свойств добавки (Cr, Mn, Ni, V, W, Мо и др.). Сталь, содержащую до 3-5% легирующих элементов, считают низколегированной, 5-10%-среднелегированной, 10% и более - высоколегированной. Никель придает стали повышенную пластичность и вязкость, марганец - прочность, хром - твердость и коррозионностойкость, молибден и ванадий - прочность при высоких температурах и т. д. Например, марганцовистые стали (8-14% Мп) обладают высокой ударостойкостью, их используют для изготовления дробилок, шаровых мельниц, рельсов и других ударонапряженных изделий. Хромомолибденовые и хромованадиевые стали идут на изготовление колонн синтеза, работающих под высоким давлением и при повышенной температуре. Из хромоникелевой или нержавеющей стали изготавливают химические реакторы, трубопроводы, кухонную посуду, вилки, ножи и т. д. Стали также классифицируют по назначению: строительная (конструкционная), машиностроительная, инструментальная и стали с особыми (специальными) свойствами. Некоторые примеси заметно ухудшают свойства стали. Так, сера придает стали красноломкость - хрупкость при красном калении, фосфор - хладноломкость, т. е. хрупкость при обычной и низкой температуре, азот и водород - газопористость, хрупкость.
ПРОИЗВОДСТВО ЧУГУНА
В настоящее время главный процесс металлургического производства черных металлов осуществляется по двухступенчатой схеме: получение чугуна в доменной печи и его передел в сталь. Чугун используют также для отливки станин, машин, тяжелых колес, труб и т. д. Основными исходными материалами для производства чугуна являются железные руды, флюсы и топливо.
Промышленные типы железных руд классифицируюг по виду преобладающего рудного минерала: 1) магнитные железняки состоят в основном из минерала магнетита Fe 3 O 4 (с наиболее высоким содержанием железа - 50-70% и низким содержанием серы), который трудновосстановим; 2) красные железняки содержат 50-70% железа в виде минерала гематита - Fe 2 O 3 , небольшие примеси серы, фосфора и восстанавливаются легче, чем магнетит; 3) бурые железняки представляют собой гидроксиды железа состава Fe 2 O 3 × пН 2 О с переменным количеством адсорбированной воды. Эти руды в основном бедные по содержанию железа (от 25 до 53%), часто загрязнены вредными примесями - серой, фосфором, мышьяком. Встречаются хромоникелевые бурые железняки (2% Cr и 1% Ni), используемые для выплавки природнолегированных чугуна и стали; 4) шпатовые железняки содержат 30-37% Fe, а также FeCO 3 и незначительные примеси серы и фосфора. После обжига содержание железа возрастает до 50-60%. Для сидеритов часто характерна примесь марганца от 1 до 10%.
Сырьем служат также отходы производства черных и цветных металлов, но их доля в общем потреблении руд невелика. Для перевода тугоплавких оксидов в легкоплавкий шлак, не смешивающийся с чугуном, в процессе доменной плавки используют флюсы - породы основного характера: известняк или доломит (СаСО 3 , MgCO 3). Обычно на выплавку 1 т чугуна расходуется 0,4-0,8 т флюсов.
В качестве топлива в производстве чугуна применяют кокс с содержанием 80-86% С, 2-7% Н 2 О, 1,2-1,7% S, до 15% золы и природный газ.
Подготовка железной руды к доменной плавке заключается в
дроблении, грохочении, усреднении и обогащении. Обогащение ведут в зависимости от типа руды восстановительным обжигом, электромагнитной сепарацией, флотацией. В нашей стране практически всю добываемую руду на последнем этапе подготовки подвергают агломерации. Это процесс спекания измельченной руды с коксовой мелочью (5-8%) и обожженным известняком (3-6%) в агломерационной машине транспортерного типа. Наряду с агломерацией применяют и окомковывание пылевидной руды со связующим веществом во вращающихся обжиговых печах с получением окатышей.
 Процесс доменной плавки
. Чугун выплавляют в металлургических реакторах шахтного типа, называемых доменными печами или домнами. Описание доменной печи дано в лекции 4.
Процесс доменной плавки
. Чугун выплавляют в металлургических реакторах шахтного типа, называемых доменными печами или домнами. Описание доменной печи дано в лекции 4.
В зоне горна за счет интенсивной подачи воздуха поддерживается окислительная среда и углерод кокса сгорает:
С + О 2 = СО 2 + 401 кДж
Воздух, подаваемый в доменную печь, нагревается в регенерагивных воздухоподогревателях (кауперах) до 900-1200 °С (рис. 2).
| |
2С + СО 2 = 2СО - 166 кДж
Образовавшийся в горне восстановительный газ поднимается в верхнюю часть печи, нагревает и восстанавливает компоненты шихты. Наивысшая температура в горне доменной печи 1800 °С, низшая в колошнике 250 °С. Давление газа в горне 0,2-0,35 МПа.
По мере опускания шихты последовательно протекают следующие процессы: разложение нестойких компонентов шихты, восстановление оксидов железа и других соединений, науглероживание железа (растворение углерода), шлакообразование и плавление. Разложение компонентов шихты начинается в колошнике, одновременно (до 200 °С) удаляется влага. При нагревании шихты от 400 до 600 °С идет интенсивное разложение карбонатов железа, марганца, магния, а при 800-900 °С - известняка. Оксиды кальция и магния взаимодействуют с ингредиентами пустой породы, образуя силикаты и алюминаты. Из кокса удаляются остатки летучих компонентов.
Восстановление железа представляет собой процесс последовательного перехода от высших оксидов к низшим до элементарного железа по схеме:
Fe 2 O 3 ® Fe 3 O 4 ® FeO ® Fe
В основу восстановительного процесса заложены реакции оксида углерода с оксидами железа:
2Fe 2 O 3 + CO = 2Fe 3 O 4 + CO 2 + 63 кДж
Fe 3 O 4 + CO = 3FeO + CO 2 - 22 кДж
FeO + CO = Fe + CO 2 + 13 кДж
Восстановление железа оксидом углерода (II) принято называть косвенным (непрямым), а при помощи твердого углерода – прямым.
Прямое восстановление железа протекает не только за счет углерода кокса, но и углерода, образующегося при термической диссоциации оксида углерода (II) на поверхности руды:
2СО = СО 2 + С
Применение природного газа в качестве дополнительного топлива способствует повышению температуры процесса и косвенному восстановлению руды водородом:
СН 4 + 2О 2 = СО 2 + 2Н 2 + 803 кДж
Н 2 О + С = Н 2 + СО - 126 кДж
Кроме железа, в условиях доменного процесса восстанавливаются и другие элементы, входящие в состав шихты. Однако значительная часть марганца не восстанавливается и переходит в шлак.
Гетерогенное восстановление руды заканчивается получением губчатого железа, в порах которого оксид углерода (II) разлагается. Образовавшийся при этом сажистый углерод с железом дает цементит:
3Fе + С = Fe 3 C
Одновременно идет науглероживание железа и за счет растворения углерода. Повышение содержания углерода в железе приводит к снижению температуры его плавления. Примерно при 1200 °С науглероженное железо плавится, стекает по кускам кокса и флюсов, дополнительно растворяя углерод, кремний, марганец, фосфор и другие элементы. Расплавленный чугун накапливается в горне. Шлакообразование начинается при температуре около 1000 °С за счет взаимодействия оксида кальция с оксидом кремния (IV), оксидом алюминия, марганца. При 1250-1350 °С шлаки плавятся и накапливаются в горне над расплавленным чугуном. Для предупреждения перехода FeO в шлак и выведения серы необходимо повышать основность шлака (избыток СаО):
FeO × SiO 2 + СаО = CaSiO 3 + FeO
FeO + CO = Fe + CO 2
FeS + CaO = FeO + CaS
MnS + CaO = MnO + CaS
Образовавшийся сульфид кальция растворим в шлаке, но нерастворим в чугуне.
Для обеспечения непрерывности процесса доменную печь обслуживают несколько воздухонагревателей. Применение в доменном процессе нагретого воздуха в пределах 1000-1350 °С дает возможность на каждые 100° увеличивать производительность на 2% и на столько же снизить расход кокса.
В результате доменной плавки получают литейный чугун, направляемый на изготовление изделий методом литья; передельный и специальный чугуны (ферросилиций - 10-12% Si, зеркальный - 12 - 20% Мn и ферромарганец - 60-80% Мn), перерабатываемые в сталь; доменный шлак, из которого производят различные строительные материалы: шлакопортландцемент, шлакобетон, шлаковату, ситаллы для дорожного строительства; доменный газ (до 30% СО) отделяют от колошниковой пыли и используют как топливо в воздухонагревателях, коксовых печах, для нагрева металла перед прокатом.
ПРЯМОЕ ПРОИЗВОДСТВО ЖЕЛЕЗА ИЗ РУД
Это такой металлургический процесс, когда восстановление руды идет в твердом состоянии, минуя стадию получения чугуна. Полученное методом прямого восстановления губчатое железо перерабатывается в сталь в электродуговых печах. Прямое восстановление железа осуществляется в шахтных и вращающихся печах, в реакторах с кипящим слоем. Сырьем служат окатыши с высоким содержанием железа, рудная мелочь, восстановителем - природный газ, жидкое и пылевидное твердое топливо. В России на базе Лебединского месторождения действует Оскольский электрометаллургический комбинат с прямым получением железа из руды по следующей схеме. Из рудника мелкораздробленную и обогащенную руду по трубопроводу с водой подают на комбинат. Здесь руда отделяется от воды, смешивается со связующими веществами и небольшим количеством извести, во вращающихся барабанах окусковывается в окатыши определенного размера. Окатыши непрерывно загружают в верхнюю часть шахтного реактора (высота - 50 м, диаметр -8 м), в котором при 1000 - 1100 °С осуществляется противотоком восстановление предварительно нагретым и конвертированным природным газом (смесью водорода и оксида углерода). Из нижней части реактора непрерывно отводятся восстановленные окатыши с 90-95% содержанием железа. Они поступают в дуговую электропечь для выплавки стали.
ПРОИЗВОДСТВО СТАЛИ
Передел чугуна в сталь заключается в уменьшении в нем углерода (окислением), в понижении в металле содержания кремния, марганца и других элементов, в возможно полном удалении серы и фосфора. В качестве окислителей используют кислород и оксиды железа. В настоящее время сталь выплавляют в мартеновских печах, кислородных конвертерах и электрических печах периодического действия.
| |

Выплавка стали в мартеновских печах . Мартеновская печь (рис. 3) представляет собой ванную отражательную печь, в которой используют регенерацию теплоты отходящих газов. Она состоит из свода 3, передних, задних и боковых стен, пода 4 и регенераторов 5 -8. В передней стенке расположены окна для загрузки шихты, в задней - отверстие для выпуска стали и шлаков, боковые отверстия служат для ввода газового топлива и воздуха и вывода продуктов горения с температурой 1600 °С. Для регенерации теплоты печь снабжена четырьмя камерами с насадкой из огнеупорного кирпича. Через одну пару нагретых насадок 7, 8 в печь направляют газ и воздух, а через вторую проходят продукты горения, нагревающие насадку 5, 6. Затем потоки меняются. Исходными материалами для мартеновского процесса служат жидкий или твердый передельный чугун, металлолом (скрап), высококачественная железная руда и флюсы. Отапливается печь газообразным топливом. По окончании плавки в сильно разогретую печь загружают жидкий чугун, скрап, флюсы и руды. При высокой температуре металлолом плавится, кислород воздуха окисляет железо до оксида железа, одновременно высшие оксиды железа восстанавливаются железом:
2Fe + O 2 = 2FeO + 556 кДж
Fe 2 O 3 + Fe = 3FeO
Оксид железа (II), хорошо растворяясь в чугуне, окисляет растворенные в нем другие компоненты:
Si + 2FeO = SiO 2 + 2Fe + 264 кДж
Mn + FeO = MnO + Fe + 100 кДж
2P + 5FeO = P 2 O 5 + 5Fe + 199 кДж
Частично эти элементы окисляются и кислородом воздуха. Образующиеся оксиды SiO 2 , MnO, P 2 O 6 взаимодействуют с флюсами и превращаются в шлак. В шлак частично переходит сера, так как сульфид кальция нерастворим в металле:
СаО + FeS = FeO + CaS
С появлением над поверхностью металла шлака жидкий металл изолируется от непосредственного действия кислорода, но процесс окисления не прекращается, а лишь замедляется. Содержащийся в шлаке оксид FeO на поверхности окисляется в Fe 2 O 3 , который диффундирует через шлак к металлу, окисляя его. С ростом температуры до 1600 °С и выше начинает интенсивно окисляться углерод:
FeO + С =± Fe + СО - 153 кДж
Процесс выделения из жидкого металла оксида углерода (II) называют «кипением» стали. После достижения в расплаве установленного содержания углерода шлак удаляют и вводят в сталь раскислители - ферросилиций или ферромарганец для восстановления растворенной в стали FeO:
2FeO + Si = 2Fe + SiO 2
FeO + Mn = Fe + MnO
При необходимости в конце плавки вводят легирующие элементы. В связи с высокими технико-экономическими показателями переделки чугуна в сталь кислородно-конверторным способом, строительство новых мартеновских печей прекращено.
Выплавка стали в кислородных конвертерах . Применяемый ранее бессемеровский и томассовский конверторные способы переделки чугуна в сталь имели существенные недостатки - невозможность использования металлолома и низкое качество стали вследствие растворения в ней азота воздуха по сравнению с мартеновским методом. Замена воздуха на кислород дала возможность устранить эти недостатки, и в настоящее время прирост производства стали происходит преимущественно за счет строительства высокопроизводительных и экономичных кислородных конвертеров с основной футеровкой.
В России действуют глуходонные конвертеры с введением технически чистого кислорода (99,5%) вертикально сверху через водоохлаждаемые фурмы. Кислородные струи под давлением 0,9-1,4 МПа пронизывают металл, вызывая его циркуляцию и перемешивание со шлаком. При кислородно-конверторном способе передела чугуна в сталь протекают те же реакции, что и при мартеновском, но более интенсивно, что дает возможность вводить в конвертер металлолом, руду, флюсы. Плавка в конвертере длится 35-40 мин, а скоростная мартеновская плавка 6-8 ч. При равной производительности капитальные затраты на строительство кислородно-конверторного цеха на 25-35% ниже, а себестоимость стали на 5-7% меньше, чем при мартеновском способе.
Выплавка стали в электропечах относится к электротермическим производствам. В электрических печах можно выплавлять стали практически любого состава, с добавлением легирующих элементов, с низким содержанием серы, в восстановительной, окислительной или нейтральной атмосфере, а также в вакууме. Электросталь отличается низким содержанием газов и неметаллических примесей.
Качество стали, полученной любым из трех рассмотренных методов, может быть улучшено путем внепечного рафинирования. Наиболее широко распространены в производстве все три метода рафинирования: аргонно-кислородная продувка металла для выплавки нержавеющих сталей, вакуумная обработка жидкой стали для ее очистки от неметаллических включений и водорода, обработка стали жидкими синтетическими шлаками (53% СаО, 40% А1 2 О 3 , до 3% SiO и до 1 % FeO).
Основная часть стали перерабатывается в изделия путем механической обработки. Традиционная схема: разлив стали в чугунные формы - изложницы, кристаллизация в виде слитка, обрезка и зачистка слитка, превращение слитка в обжимных станах (блюминг, слябинг) в заготовку, далее заготовка перерабатывается в изделия прокатом, штамповкой или ковкой. В настоящее время в металлургии все шире внедряется непрерывная разливка стали в специальных установках с превращением металла непосредственно в заготовку, а также точное (корковое) литье. Перспективным направлением развития металлургии стала порошковая металлургия, открывающая большие возможности для создания новых материалов, экономии металлов, энергии и повышения производительности труда.