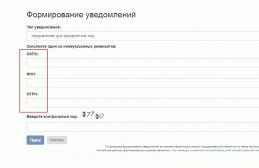
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://allbest.ru
ВВЕДЕНИЕ
1. УСЛОВИЯ ТРУДА
2. ОПАСНЫЕ И ВРЕДНЫЕ ПРОИЗВОДСТВЕННЫЕ ФАКТОРЫ
3. АТТЕСТАЦИЯ РАБОЧЕГО МЕСТА
4. РАБОЧЕЕ МЕСТО
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
ВВЕДЕНИЕ
Охрана здоровья трудящихся, обеспечение безопасности условий труда, ликвидация профессиональных заболеваний и производственного травматизма составляет одну из главных забот человеческого общества. Обращается внимание на необходимость широкого применения прогрессивных форм научной организации труда, сведения к минимуму ручного, малоквалифицированного труда, создания обстановки, исключающей профессиональные заболевания и производственный травматизм.
В связи с этим была создана и развивается наука о безопасности труда и жизнедеятельности человека. БЖД - это комплекс мероприятий, направленных на обеспечение безопасности человека в среде обитания, сохранение его здоровья, разработку методов и средств защиты путем снижения влияния вредных и опасных факторов до допустимых значений, выработку мер по ограничению ущерба в ликвидации последствий чрезвычайных ситуаций мирного и военного времени.
Сварка - такой же необходимый технологический процесс, как и обработка металлов, резанием, литье, ковка. Большие технологические возможности сварки обеспечили ее широкое применение при изготовлении и ремонте судов, автомобилей, самолетов, турбин, котлов, реакторов, мостов и других конструкций. Перспективы сварки, как в научном, так и в техническом плане безграничны. Её применение способствует совершенствованию машиностроения и развития ракетостроения, атомной энергетики, радио электроники. Поэтому, я думаю, что профессия сварщика (и тем более электрогазосварщика) актуальна и в наше время. Это связано и с недостатками кадров в данной деятельности, и с развитием в больших масштабах промышленной деятельности.
Работа со сварочными аппаратами, в большинстве своем, не в самых благоприятных условиях подразумевает наличие вредных и опасных производственных факторов. Профессия предполагает высокую степень опасности. Ожоги, поражение электротоком, травмы органов слуха, ожоги глаз можно получить при работе за сварочным аппаратом. Профессиональные заболевания -- результат работы в тяжелых условиях. В группу риска попадает каждый сварщик, чей стаж работы превышает 10 лет. Главный профпаталог г. Москвы Т. Бурмистрова свидетельствует о выявлении нового заболевания сварщиков - гиперчувствительный пневмонит, приводящий к нетрудоспособности даже ограничениями жизненных процессов (инвалидность). Инициатором выступают цветные металлы. Даже если сварщик работает в пределах допустимых концентраций, в год он вдыхает 13 грамм оксида железа, что также неблагоприятно сказывается на здоровье.
При 15-летнем стаже работы можно оказаться нетрудоспособным. В ряду главных причин - несовершенство рабочего места, несоблюдение техники безопасности, недооценки вредного воздействия факторов трудовой среды. Предотвратить обратный процесс можно с помощью правильной организации рабочего места сварщика.
Стационарные рабочие места сварщиков представляют собой ограниченные в пространстве специальные кабины или боксы. Изделия, подвергающиеся сварке в подобных местах, чаще имеют небольшие габаритные размеры и небольшой вес. При работе в нестационарных местах оборудование неподвижно и обладает внушительными параметрами. Если в стационарных местах, изделия легко переносятся работниками какого-либо цеха, то здесь уже приходится самому искать подход к сварочному объекту, перемещаясь между швами и компонентами оборудования. Без соблюдения норм безопасности, это может быть довольно опасно для жизни работника. Должна быть разработана специальная технология. В противном случае - травмы или, того хуже, летальный исход. Это еще раз подтверждает необходимость анализа условий труда, которая позволяет не только выявить вредные и опасные условия, но и предупредить возникновение новых несчастных случаев. Подчеркнем слово - «качественная проверка». Аттестация рабочего места сварщика имеет свои особенности. Любая ошибка может привести к неправильной комплексной оценке условий труда. Не зная, к примеру, что сварщик пользуется шлифовальной машинкой для затирания сварочных швов, можно пропустить замеры уровня пыли и шума. А это тоже несет определенную степень тяжести на организм. Работа с электросварочными приборами связана: с повышенным напряжением в электроцепи, с высоким содержанием в воздухе вредных веществ, запыленностью и загазованностью, высокой температурой оборудования.
Целью данной работы является рассмотрение условий труда и порядка проведения аттестации для профессии электрогазосварщик.
Для достижения поставленной цели в настоящей работе необходимо решить следующие задачи:
§ осветить условия труда электрогазосварщика;
§ рассмотреть опасные и вредные производственные факторы;
§ провести аттестацию рабочего места;
§ выявить характеристики организации рабочего места электрогазосварщика.
Структура работы представлена введением, четырьмя главами, заключением и списком использованной литературы.
1. УСЛОВИЯ ТРУДА
Электрогазосварщик - одна из профессий, входящих в рабочую деятельность предприятия. И как другие профессии, данная имеет свои достоинства и недостатки.
Электрогазосварщик работает как в помещении, так и на открытом воздухе. Возможно выполнение работ на высоте и в очень неудобных и опасных позах. Большая нагрузка на опорно-двигательный и зрительный аппарат.
Для защиты от тепловых и световых излучений электрогазосварщик в обязательном порядке использует спецодежду и маску (щиток), имеющую защитные светофильтры. Темп работы свободный.
Электрогазосварщик может работать как в одиночку, так и в бригадах, взаимодействуя со специалистами других профилей. В этом случае ему необходимо умение работать в команде, развитое чувство ответственности за работу бригады в целом, а также за качественное выполнение всей работы, производимой разными специалистами.
У данной профессии существует специфические, так называемые профессиональные заболевания:
Электроофтальмия (возникает в результате интенсивного облучения глаза светом, богатым ультрафиолетовыми лучами (свет сильной дуговой лампы при киносъемке, при электросварочных работах)).
Пневмокониоз (группа заболеваний лёгких, вызванных длительным вдыханием производственной пыли и характеризующихся развитием в них фиброзного процесса)
Силикоз (профессиональное заболевание легких, обусловленное длительным вдыханием пыли, содержащей свободную двуокись кремния. Характеризуется диффузным разрастанием в легких соединительной ткани и образованием характерных узелков).
При работе с приборами электрогазосварщик должен пользоваться специальной одеждой, во избежание ожогов, травм. Одежда предназначена для защиты работающих от искр, брызг расплавленного металла, окалины, излучений сварочной дуги.
Как правило, при изготовлении применяются парусиновые ткани, натуральные кожи (спилки и юфть) выработанные из шкур крупнорогатого скота (КРС), а так же, в некоторых случаях, специальные ткани из натуральных и(или) смешанных волокон, как со специальными отделками, так и из специальных синтетических волокон стойких к прожиганию. Основным показателем защитных свойств одежды для сварщика является стойкость к прожиганию.
К профессиональным функциям электрогазосварщика относятся:
Ручная дуговая, плазменная и газовая сварка особо сложных аппаратов, деталей, узлов, конструкций и трубопроводов из различных сталей, чугуна, цветных металлов и сплавов, предназначенных для работы под динамическими и вибрационными нагрузками и под высоким давлением.
Ручная дуговая и газоэлектрическая сварка строительных и технологических конструкций, работающих под динамическими и вибрационными нагрузками, и конструкций сложной конфигурации.
Автоматическая сварка различных конструкций из легированных специальных сталей, титановых и других сплавов на автоматах специальной конструкции, многодуговых, многоэлектродных автоматах и автоматах, оснащенных телевизионными, фотоэлектронными и другими специальными устройствами, на автоматических манипуляторах (роботах).
Механизированная сварка аппаратов, узлов, конструкций трубопроводов, строительных и технологических конструкций, работающих под динамическими и вибрационными нагрузками, при выполнении сварных швов в потолочном положении и на вертикальной плоскости.
Сварка экспериментальных конструкций из металлов и сплавов с ограниченной свариваемостью, а также из титана и титановых сплавов.
Сварка сложных конструкций в блочном исполнении во всех пространственных положениях сварного шва.
2. ОПАСНЫЕ И ВРЕДНЫЕ ПРОИЗВОДСТВЕННЫЕ ФАКТОРЫ
Опасность
Физические
Химические
Психофизиологические
о сварщика:
Химический фактор:
· Микроклимат;
· Освещенность.
Параметры напряженности трудового процесса электрогазосва р щика:
Участвует в производственном процессе, принимая в процессе работы решения по серии инструкций, основываясь на восприятии простых сигналов по установленному графику с возможной коррекцией по ходу деятельности. Проверяет верность выполнения собственного задания и несет ответственность за функциональное качество вспомогательной работы предприятия. Фактическая продолжительность рабочего дня: 8ч.
Тяжесть трудового процесса электрогазосварщика (мужчины):
В течении рабочего дня работает с оборудованием:
Углошлифовальная машина (прилагая усилие 2 кг.*с. в течении 14 мин. двумя руками)
Резаки (прилагая усилие 3,8 кг.*с. в течении 58 мин. одной рукой)
Сварочный аппарат (прилагая усилие 1,50 кг.*с. в течении 58 мин. двумя руками) и:
Гаечные ключи (прилагая усилие 0,2 кг.*с. в течении 24 мин. двумя руками; совершая 18 стереотипных движений в минуту с преимущественной региональной нагрузкой в течении 24 мин.)
Молоток (перемещая 0,8 кг. на расстояние 0,6 м. удерживая в течении 24 мин.; совершая 44 стереотипных движения в минуту с преимущественной региональной нагрузкой в течении 24 мин.)
Тиски (прилагая усилие 2 кг.*с. в течении 24 мин. двумя руками; совершая 16 стереотипных движений в минуту с преимущественной региональной нагрузкой в течении 24 мин.). Дополнительно перемещается на расстояние 1,50 км. по горизонтали и на 0,10 км. по вертикали.
3. АТТЕСТАЦИЯ РАБОЧЕГО МЕСТА
Сроки проведения аттестации устанавливаются работодателем исходя из изменения условий и характера труда, но не реже одного раза в пять лет с момента проведения последних измерений.
Обязательной переаттестации подлежат рабочие места после замены производственного оборудования, изменения технологического процесса, средств коллективной защиты и др., а также при выявлении нарушений по требованию должностных лиц федерального органа исполнительной власти и органов исполнительной власти субъектов Российской Федерации, уполномоченных на проведение государственного надзора за соблюдением трудового законодательства и иных нормативных правовых актов, содержащих нормы трудового права, государственной экспертизы условий труда. вредный излучение сварочный травматизм
Результаты переаттестации оформляются соответствующими протоколами, при этом заполняется новая карта аттестации рабочего места по условиям труда, оформленную ранее. По результатам аттестации рабочих мест по условиям труда заполняется Карта аттестации рабочих мест.
Фактическое состояние условий труда на рабочем месте определяется на основании оценок:
1) по классу и степени вредности и (или) опасности факторов производственной среды и трудового процесса;
2) по классу условий труда по травмобезопасности;
3) по обеспеченности работников СИЗ.
При соответствии фактических значений факторов производственной среды и трудового процесса гигиеническим нормативам, а также при выполнении требований травмобезопасности рабочего места и обеспеченности работников СИЗ считается, что условия труда на рабочем месте отвечают гигиеническим требованиям и требованиям безопасности.
Рабочее место признается аттестованным соответственно с классом 1 или 2 с оценкой: «Соответствует требованиям обеспеченности СИЗ».
В случаях когда на рабочем месте фактические значения вредных и (или) опасных производственных факторов не соответствуют существующим нормам и (или) требованиям по травмобезопасности и (или) обеспеченности работников СИЗ признается аттестованным: по вредности и опасности факторов производственной среды и трудового процесса с классами 3.1, 3.2, 3.3, 3.4, 4; по травмобезопасности с классом 3; по обеспеченности СИЗ с оценкой «не соответствует требованиям обеспеченности СИЗ».
Проведение работ в условиях чрезвычайных ситуаций (спасательные работы, тушение пожаров и т. д.) классифицируется по вредности и (или) опасности производственных факторов по классу 4, по травмобезопасности -- по классу 3.
При отнесении условий труда на рабочем месте к классу 4 (опасному) в организации незамедлительно разрабатывается комплекс мер, направленных на снижение уровня воздействия опасных факторов производственной среды и трудового процесса либо на уменьшение времени их воздействия.
Результаты аттестации рабочих мест по условиям труда оформляются в виде пакета документов, содержащего:
1) приказ о проведении аттестации рабочих мест по условиям труда и привлечении к этой работе аттестующей организации (при необходимости);
2) перечень рабочих мест организации, подлежащих аттестации рабочих мест по условиям труда, с выделением аналогичных рабочих мест и указанием оцениваемых факторов условий труда;
3) копии документов на право проведения измерений и оценок условий труда аттестующей организацией (в случае ее привлечения);
4) карты аттестации рабочих мест по условиям труда с протоколами измерений и оценок условий труда;
5) ведомости рабочих мест подразделений и результатов их аттестации рабочих мест по условиям труда и сводную ведомость рабочих мест организации и результатов их аттестации по условиям труда;
6) план мероприятий по улучшению и оздоровлению условий труда в организации;
7) протокол заседания аттестационной комиссии по результатам аттестации рабочих мест по условиям труда;
8) приказ о завершении аттестации рабочих мест и утверждении ее результатов.
После проведения аттестации рабочих мест по условиям труда работодатель направляет: перечень рабочих мест, ведомости рабочих мест подразделений организации и результатов их аттестации по условиям труда и сводную ведомость рабочих мест организации и результатов их аттестации по условиям труда, включая информацию об аттестующей организации, в государственную инспекцию труда в субъекте Российской Федерации (территориальный орган Федеральной службы по труду и занятости по государственному надзору и контролю за соблюдением трудового законодательства и иных нормативных правовых актов, содержащих нормы трудового права).
Документы аттестации рабочих мест по условиям труда являются материалами строгой отчетности и подлежат хранению в течение 45 лет.
4. РАБОЧЕЕ МЕСТО
Рабочее место - участок, на котором происходит организация рабочего процесса. Для каждой специальности, профессии предусмотрено свое рабочее место, которое закреплено за специалистом определенной области, имеет свой набор оборудования, способствует осуществлению трудовой деятельности. Для маляра - строительный объект, для повара - кухня, для токаря - станок.
В мире создано большое количество рабочих мест, но не все они соответствуют государственным нормативным требованиям охраны труда. Работа на строительных объектах, к примеру, подразумевает наличие не просто вредных факторов. Она несет в себе опасность, угрозу для жизни человека. Несоблюдение элементарных правил техники безопасности влечет за собой образование несчастных случаев, порой приводящих к летальному исходу. Для контроля и проверки рабочих мест и условий в практику прочно вошло проведение аттестация рабочих мест (АРМ). АРМ по условиям труда проводится для каждого рабочего места по единому порядку, по единым правилам с целью выявления вредных и опасных факторов, предупреждения образования профзаболеваний, риска несчастных случаев. Последним нормативным документом, регулирующим работу по проведению АРМ, является Приказ Минздравсоцразвития РФ от 26 апреля 2011 года № 342н.
Опишем наиболее типичные особенности рабочего места сварщика, чтобы представить, как важно, чтобы рабочее место было оборудовано в соответствии с безопасными условиями труда.
Размеры кабины должны быть не менее 2х2 мІ, стены высотой от 1,8-2 м. Просвет для вентиляции между полом и нижним обрезом стенки составляет 150-200 мм. Брезент стен должен быть огнеупорным (чаще применяют брезент или железо). Когда работы идут на открытых зонах, требуется ограждение щитами и ширмами, чтобы исключить попадание искр на огнеопасные поверхности. Сварочное оборудование располагают на площади общего производственного помещения и ставят перегородкой высотой не менее 1,7 м. Сварочные преобразователи создают высокий уровень шума при работе, что отрицательно влияет на нервную систему сварщика, приводит к снижению работоспособности и внимания. Поэтому их необходимо изолировать. При смене электрода частым случаем являются ожоги сварщика. Это происходит из-за брызг расплавленного металла, которые приводят к перегреву электродержателя. Рабочий стол сварщика должен быть выполнен из металлических материалов. Немаловажным является также и обеспечение средствами коллективной (индивидуальной) защиты (СИЗ, -- ред.). Сварщик должен быть оснащен специальной одеждой, обувью, средствами защиты головы (шлемы, каски), лица (маски и защитные щитки), средствами защиты органов дыхания (респираторы, противогазы), глаз, органов слуха, рук, дерматологическими средствами. Арсенал сварщика для обеспечения безопасности богат. При отсутствии каких-либо СИЗ, может произойти несчастный случай, как например, произошло в Воронеже в 2010 г. при прокладке подземного трубопровода. Двое сварщиков полезли в трубу без наличия положенной экипировки. Искра попала на одежду одному из них, что привело к летальному исходу обоих рабочих. Из трубы выбраться довольно сложно, тем более, что имеется недостаток воздуха. Как выяснилось затем, во всем виновата экономия работодателя на средствах безопасности. И таких случаев по России огромное количество.
ЗАКЛЮЧЕНИЕ
Таким образом, мы выяснили, электрогазосварщик - одна из профессий, входящих в рабочую деятельность предприятия. И как другие профессии, данная имеет свои достоинства и недостатки.
Электрогазосварщик работает как в помещении, так и на открытом воздухе.
Возможно выполнение работ на высоте и в очень неудобных и опасных позах. Большая нагрузка на опорно-двигательный и зрительный аппарат.
Для защиты от тепловых и световых излучений электрогазосварщик в обязательном порядке использует спецодежду и маску (щиток), имеющую защитные светофильтры.
Темп работы свободный.
Опасность - это процессы, явления, предметы, оказывающие негативное влияние на жизнь посредством нанесения ущерба здоровью непосредственно или косвенно. Различают потенциальные или скрытые и реальные опасности.
Опасности делятся на следующие группы:
Физические - обусловлены наличием движущихся частей машин и механизмов. Возможностью поражения электрическим током, возможностью соприкосновения с элементами, имеющими повышенную или пониженную температуру, наличием повышенного уровня шума или вибрации.
Химические - вредное воздействие химических веществ, приводящее к отравлениям.
Психофизиологические - к ним относят физические перегрузки и нервно-психические перегрузки.
Вредные (опасные) факторы, присутствующие на рабочем месте электрогаз о сварщика:
Химический фактор:
· Марганец в сварочном аэрозоле (максимально разовая концентрация)
· Азота оксиды (в пересчете на N02) (максимально разовая концентрация)
· Пропан-бутановая смесь (максимально разовая концентрация)
· Этантиол (максимально разовая концентрация)
· Железа триоксид в сварочном аэрозоле (среднесменная концентрация)
· Марганец в сварочном аэрозоле (среднесменная концентрация)
· Пропан-бутановая смесь (среднесменная концентрация)
· Шум (эквивалентный и максимальный уровень);
· Неионизирующие излучения (тепловое излучение);
· Микроклимат;
· Освещенность.
Сварщик не всегда имеет определенное рабочее место. Для него по большей части предусмотрена мобильность передвижения от одного объекта к другому.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Белов С.В., Девисилов В.А., Козьяков А.Ф. Безопасность жизнедеятельности. - М.: Высшая школа, 2008. - с. 423.
2. Гусев А.А., Ковальчук Е.Р. и др. Технология машиностроения (специальная часть)-М.: Машиностроение, 2013. - с. 480.
3. Девисилов В.А. Охрана труда. - М.: Форум - Инфра, 2008.- с. 448.
4. Колосов Ю.В., Красильщикова С.В. /Физиологические основы охраны труда. - СПб.: СПбГУИТМО, 2013.- с. 56.
5. Михайлов Л.А., Соломин В.П. Безопасность жизнедеятельности. - СПб.: Питер, 2007.- с. 302.
6. Сидоров А.И. Безопасность жизнедеятельности. - М.: КНОРУС, 2009.- с. 496.
7. Охрана труда в машиностроении. / Под ред. Белова С.В., Юдина Е.Я. - М.: Машиностроение, 2003. - с. 432.
8. Пушин В. Вредные производственные факторы. Шум // Библиотека инженера по охране труда. - 2007.-№5.- с. 3-12. Румаков Г.С. Разграничение сфер деятельности в области безопасности труда // Безопасность труда в промышленности.-2009.-№1.- с.66-72.
9. Трумель В. Опасные и вредные производственные факторы // Охрана труда. Практикум.-2007.-№6.-С. 52-54.
10. http://www.rosstan.ru - сайт о металлорежущих станках
11. http://forum.acoustic.ua/viewtopic-Звукоизоляция и акустика помещений
Размещено на Allbest.ru
...Подобные документы
Понятие опасности, опасных и вредных производственных факторов. Характеристика оптимальных, допустимых, вредных, опасных условий труда, причины травматизма на производстве. Предназначение различных средств защиты, организационные меры безопасности труда.
курсовая работа , добавлен 14.02.2013
Характеристика правил состояния рабочего места. Планировка помещения. Анализ наличия опасных и вредных факторов. Мероприятия по устранению или снижению их воздействия. Производственная гигиена и санитария. Пожарная безопасность с выбором средств защиты.
курсовая работа , добавлен 16.05.2011
Краткое описание бокса вибродиагностики ООО "Новоангарский АТЦ". Анализ опасных и вредных производственных факторов: оценка уровня шума, освещенности, электромагнитного излучения. Аттестация рабочего места инженера-механика. Пожарная безопасность.
контрольная работа , добавлен 10.01.2012
Оценка условий труда на рабочих местах маляра на металлообрабатывающем производстве. Анализ вредных факторов производства. Гигиенические нормативы условий труда и способы защиты работающих от воздействия вредных и опасных факторов производственной среды.
курсовая работа , добавлен 14.01.2018
Описание стационарного сварочного поста. Анализ опасных мест и вредных факторов при электросварке. Оценка травмоопасности рабочего места сварщика. Средства защиты работающих от опасностей, возникающих в процессе эксплуатации электросварочных установок.
курсовая работа , добавлен 08.06.2015
Требования в области вентиляции при сварочных работах. Проверка прочности щитка со смотровым окном. Фактическая и контрольная пылевая нагрузка. Величина тока, протекающая через тело человека при прикосновении его к оголенному проводу трехфазной сети.
контрольная работа , добавлен 14.02.2012
Анализ производственного помещения и оборудования. Анализ опасных и вредных факторов на участке плавки и заливки. Организация и оценка безопасности рабочего места. Обеспечение санитарных условий, выдача лечебно–профилактического питания в литейном цехе.
дипломная работа , добавлен 12.12.2011
Значимость условий труда для работающих. Трудовой кодекс Республики Казахстан. Конвенция о безопасности и гигиене труда и производственной среде. Основные причины производственного травматизма. Методы защиты от вредных и опасных производственных факторов.
презентация , добавлен 27.04.2016
Анализ аттестации рабочего места врача-хирурга; оценка условий труда: микроклимат, световая среда, лазерное излучение, шум; обеспеченность средствами индивидуальной защиты, травмобезопасность. Влияние вредных факторов на работу специалиста и меры защиты.
курсовая работа , добавлен 12.09.2012
Учет несчастных случаев на производстве и методы анализа травматизма. Правила расследования несчастных случаев на производстве. Анализ причин несчастных случаев, заболеваний, аварий. Оценка экономического ущерба от производственного травматизма.
При выполнении электросварочных работ возникают следующие опасные и вредные производственные факторы:
- - повышенная запыленность и загазованность воздуха рабочей зоны;
- - ультрафиолетовое, видимое и инфракрасное излучение сварочной дуги;
- - электромагнитные поля;
- - искры и брызги, выбросы расплавленного шлака и металла.
При отсутствии защиты возможны следующие воздействия на людей:
- - поражение органов зрения (воспаление, электроофтальмия, катаракта и т.п.);
- - ожоги кожных покровов;
- - поражение электрическим током;
- - отравление продуктами сварки.
Возникновение пожаров и взрывов при нарушении требований безопасности.
Для обеспечения безопасного производства работ электросварщики должны обеспечиваться средствами индивидуальной защиты, в число которых входят брезентовый костюм с огнезащитной пропиткой, ботинки и рукавицы (перчатки). Спецодежда и рукавицы должны быть сухими, без следов масла.
Для защиты лица и глаз электросварщики должны обеспечиваться защитными шлемами или щитками и специальными светофильтрами в зависимости от силы сварочного тока.
Вспомогательные рабочие также должны быть обеспечены светофильтрами: при работе в цехах - типа В-2; на открытых площадках - типа В-3 или Г.
При выполнении сварочных работ в условиях повышенной опасности, в том числе в сырых помещениях, электросварщики дополнительно должны обеспечиваться диэлектрическими перчатками, галошами и резиновыми ковриками.
Сварочные посты должны быть оборудованы местной вентиляцией. Сварка внутри замкнутых пространств (цистерн, резервуаров, баков и т.п.) без вентиляции не разрешается, женщины к таким работам не допускаются.
Исходя из негативного воздействия продуктов сварки на людей, при выборе предпочтение следует отдавать тем электродам, при плавлении которых выделяется наименьшее количество сварочного аэрозоля.
Электросварочные работы, так и газосварочные, могут выполняться на установках и оборудовании, отвечающим требованиям безопасности, изложенным в государственных стандартах, Правилах устройства электроустановок, строительных нормах и правилах.
Здесь главный опасный фактор - это возможное поражение людей электрическим током от самих сварочных установок при отсутствии на них или неисправности элементов защиты: световой сигнализации, защитного заземления, ограждения токоведущих частей и т.п.
Поэтому в организации назначаются приказом лица, ответственные за исправное состояние этих установок из числа инженерно-технических работников.
Требования безопасности, предъявляемые к электросварочным установкам, следующие.
Питание электрической дуги разрешается производить только от сварочных трансформаторов, генераторов и выпрямителей. Непосредственное питание сварочной дуги от силовой, осветительной и контактной сети не допускается.
Сварочное оборудование (трансформаторы, генераторы и др.) подключать к силовой сети и отключать от нее необходимо с помощью контактора или специального выключателя.
На участках, где применяются передвижные электросварочные установки, устанавливаются рубильники закрытого типа, предназначенные для подключения сварочных агрегатов. Длина между питающей сетью и передвижным сварочным агрегатом не должна превышать 10 м.
Для подвода сварочного тока к электродержателям необходимо применять изолированные гибкие кабели, рассчитанные на надежную работу при максимальных электрических нагрузках.
Сечение проводов выбирается в зависимости от силы сварочного тока.
Металлические части электросварочного оборудования, не находящиеся под напряжением, а также свариваемые изделия и конструкции на все время сварки должны быть заземлены.
Перед проведением электросварочных работ на машинах, имеющих резиновые колеса, машину, а также корпус переносного трансформатора необходимо надежно заземлять.
При выполнении электросварочных работ в условиях повышенной опасности заземляют металлические части оборудования и зажим вторичной обмотки трансформатора, идущий к свариваемому изделию, чтобы не нарушалось заземление при пробое изоляции обмоток сварочного агрегата. При этом к клемме обратного провода присоединяется отдельный заземляющий провод, второй конец которого закрепляется к контуру заземления.
Запрещается использовать провода сети заземления, трубы санитарно-технических сетей (водопровод, газопровод и др.), металлические конструкции зданий, технологическое оборудование в качестве обратного провода электросварки (п. 9.36 СНиП 12-03-2001).
Для безопасного ведения электросварочных работ применяется устройство автоматического отключения напряжения холостого хода. Оно позволяет при разрыве электрической дуги создать в цепи безопасное напряжение - 12 В.
Подключение и отключение от сети электросварочных агрегатов, наблюдение за их исправным состоянием в процессе эксплуатации должны осуществляться аттестованными электромонтерами.
При выполнении временных электро- и газосварочных работ необходимо подготовить рабочее место или площадку, т.е. очистить от мусора, оснастить средствами пожаротушения, обеспечить плотный контакт обратного провода от сварочной установки (агрегата) со свариваемой конструкцией или её деталями. Обратный провод должен иметь надёжную изоляцию для исключения возникновения напряжения шага на поверхности земли или токопроводящего пола.
Если работы выполняются на высоте, то рабочее место должно иметь ограждение.
Вблизи рабочего места или площадки, на которых выполняются эти работы, не должны находиться посторонние люди.
При резке элементов конструкций должны быть приняты меры против случайного обрушения отрезанных элементов.
При выполнении работ на аппаратах, сосудах, содержащих горючие или вредные газы или электротехнических установках необходимо предварительно получить разрешение от эксплуатирующей организации и оформить наряд-допуск.
Реальные условия труда при свврке и родственных технологиях сопровождаются комплексом опасных и вредных производственных факторов (табл. 1).
Наиболее характерным вредным фактором практически для всех способов дуговой, электрошлаковой, контактной и газовой сварки, плазменных технологий и пайки является образование и поступление в воздух рабочей зоны сварочных аэрозолей (СА), содержащих токсические вещества. Длительное воздействие на организм сварщиков этих аэрозолей может привести к возникновению таких профессиональных заболеваний, как пневмокониоз, хронический бронхит, интоксикация металлами и газами. У сварщиков с патологией бронхолегочной системы высока также распространенность сопутствующих заболеваний центральной нервной системы, желудка и поджелудочной железы, миокарда, а также вртери - альной гипертонии . Дуговая сварка, за исключением сварки под флюсом, сопровождается оптическим излучением в ультрафиолетовом, видимом и инфракрасном диапазонах, многократно превышающем физиологически переносимую глазом человека величину. Интенсивность оптического излучения сварочной дуги и его спектральные характеристики зависят от мощности дуги, способа сварки, вида сварочных материалов, защитных и плазмообразующих газов. При отсутствии средств индивидуальной защиты возможны поражения органов зрения (электроофтальмия, конъюктивит, катаракта) и кожных покровов (ожоги и т. п.). Интенсивность инфракрасного (теплового) излучения от свариваемых изделий и сварочной ванны определяется температурой изделий, их габаритами и конструкцией, а также температурой и размерами сварочной ванны. При отсутствии средств индивидуальной защиты воздействие теплового излучения интенсивностью, превышающей допустимые уровни, можгт привести к нарушениям терморегуляции, тепловому удару. Нонтакт с нагретым металлом может вызвать ожоги.
Напряженность электромагнитных полей зависит от конструкции и мощности сварочного оборудования, конфигурации свариваемых изделий. Характер их влияния на организм определяется уровнем и длительностью воздействия. Как правило, дгтя ручной дуговой сварки напряженность магнитного поля незначительна (до 300 А/м), при контактной стыковой сварке изделий больших толщин-достигает более высоких значений, сднако не превышает предельно допустимых уровней .
Шум на рабочих местах при дуговой является фантором умеренной интенсивности (3]. Источники шума - сварочная дуга, источники питания, плазмотроны, пневмоприводы. Уровень шума от сварочной дуги определяют стабильностью ее горения. Поэтому при сварке покрытыми электродами и другими сварочными материалами, в составе которых присутствуют элементы- стабилизаторы дуги, уровень шума не превышает допустимые уровни звукового давления. При сварке в углекислом газе, особенно проволокой сплошного сечения, которая не отличается высокой стабильностью горения дуги, уровни звукового давления в зависимости от режима сварки могут быть на 4-25 дБ(А) больше допустимых значений . При использовании плазменных технологий и контактной сварки уровни шума существенно (на 42-55 дБ(А)) превышают допустимые. Кроме того, плазмотроны, применяемые в оборудовании для сварки, резки и металлизации, являются источниками повышенного уровня ультразвука.
Разбрызгивание металла при сварке - также следствие нестабильного горения дуги: при сварке в углекислом газе проволокой сплошного сечения оно достигает 15%, существенно меньше при использовании покрытых электродов и порошковых проволок и отсутствует совсем при сварке под флюсом. Брызги, искры и выбросы расплавленного металла и шлака при отсутствии средств защиты являются причиной ожогов кожных понровов, травмироввния органов зрения, а также повышают опасность возникновения пожаров.
Опасным для жизни человека считают напряжение более 42 В переменного и 110 В постоянного токов для помещений сварочных цехов и 12 В для особо опасных условий (сырые помещения, замкнутые металлические объемы и т. п.). Однако зти знвчения напряжения являются довольно условными, поскольку опасность поражения электрическим током существенно зависит от индивидуальных особенностей организма и окружающих условий. Наличие даже малых количеств алкоголя в крови резно снижает электрическое сопротивление тела человека. Мокрая или потная кожа имеет во много раз большую электропроводность, повышая тем самым опасность поражения током.
Статические и динамические физические нагрузки у сварщиков при ручной и полуавтоматической сварке вызывают напряжение нервной и костно-мышечной систем организма. Статические нагрузки зависят от массы сварочного инструмента (злектрододержателя, шлангового держателя полуавтомата), гибкости шлангов и проводов.
длительности непрерывной работы и поддержания рабочей позы (стоя, сидя, полусидя, стоя на коленях, лежа на спине). Наибольшие физические нагрузки ощущаются при сварке в потолочном положении полусидя или стоя, а также при работе в труднодоступных местах лежа на спине.
Дин ~мическое перенапряжение связано с выполнением тяжелых вспомогательных работ: доставка на рабочее место заготовок, сварочных материалов, подъем и переноска приспособлений, поворот свариваемых узлов. Такие нагрузки приводят к утомляемости сварщиков и ухудшению качества сварных швов .
Следует отметить, что кроме указанных в таблице опасных и вредных факторов, при электродуговых процессах отмечается ионизация воздуха рабочей зоны с образованием ионов обеих полярностей. Причиной этого являются электрическая и термическая ионизация в результате апек - тродугового процесса, а танже воздействие ультрафиолетового излучения дуги на воздух. Повышенная или пониженная концентрация отрицательно или положительно заряженных ионов в воздухе рабочей зоны также может оказывать неблагоприятное действие на самочувствие и здоровье работающих.
При дуговой сварке в защитных газах, при газовой сварке и резке дополнительно появляются опасные факторы (системы, находящиеся под давлением - баллоны с кислородом, ацетиленом, ацетиленовые генераторы и т. п.), которые могут быть причиной взрывов и пожаров.
В сварочном производстве обеспечение здоровых и безопасных условий труда должно осуществляться в соответствии с требованиями ДСТУ 2456-94 «Зварювання дугове і електрошлакове. Вимоги безпеки».
Сварка, наплавка, резка, напыление и пайка металлов сопровождаются наличием ряда вредных и опасных производственных факторов. Сварочные работы могут проводиться на механизированных линиях или конвейерах, на стапелях, открытом воздухе или в помещениях, на различных высотах, под водой и даже в космосе.
Практически при всех видах сварки, при резке и наплавке присутствуют такие опасные факторы, как пыль, газ, световое излучение, высокая температура, тепловое и ультрафиолетовое излучения. Наличие при сварке горючих газов может привести к химическому взрыву, а эксплуатация сосудов под давлением с инертными газами может вызвать физический взрыв. Открытые газовое пламя и дуга, струя плазмы, брызги жидкого металла и шлака при сварке и резке создают опасность ожогов и повышают опасность возникновения взрыва и пожара.
Как правило, сварочные работы должны проводиться в отдельных помещениях, а при электронно-лучевой, диффузионной сварке, плазменной обработке - только в отдельном помещении или изолированном участке цеха. Объем производственных помещений на одного работающего должен быть не менее 15 м3 при площади не менее 4,5 м2, а для плазменной обработки - не менее 10 м2, исключая площадь, занимаемую оборудованием и проходами. При применении лазеров IV класса входные двери помещений должны иметь блокировку. Помещения должны строиться из несгораемых материалов в соответствии с СНиП 2.09.02-85*, СНиП 21.01-97.
Окраска оборудования и помещений для сварки должна быть светлых тонов с диффузным отражением света. Для освещения мест сварки применяют газоразрядные лампы. При выполнении сварочных работ в общем помещении места сварки должны ограждаться ширмами.
Электросварочные устройства должны соответствовать ГОСТ 12.2.003-91*; ГОСТ 12.2.007.0-75*; ГОСТ 12.2.007.8-75*; ГОСТ 12.2.049-80; ГОСТ 12.2.051-80.
Напряжение холостого хода источника тока для дуговой сварки при номинальном напряжении сети не должно превышать: 80 В эффективного значения - для источников переменного тока ручной дуговой и полуавтоматической сварки; 140 В эффективного значения - для источников переменного тока автоматической сварки.
Вредные и опасные факторы при сварочных работах
Ограничитель напряжения холостого хода устройств для ручной дуговой сварки на переменном токе должен снижать напряжение холостого хода на выходных зажимах сварочной цепи до 12 В не позже, чем через одну секунду после размыкания сварочной цепи.
Напряжение холостого хода источника тока для плазменной обработки при номинальном напряжении сети не должно превышать: 180 В - для устройств ручной резки, плазменной сварки или наплавки; 300 В - для устройств полуавтоматической резки или напыления; 500 В - для устройств автоматической резки.
Устройства для электронно-лучевой сварки должны обеспечивать защиту оператора и от рентгеновского излучения. Конструкция такой защиты должна быть неотъемлемой от устройства.
Технологические процессы должны удовлетворять требованиям ГОСТ 12.3:002-75*; ГОСТ 12.3.003-86; Правилам устройства электроустановок (ПУЭ).
При сварке изделий массой более 20 кг должны применяться грузоподъемные устройства. Ширина проходов между оборудованием, движущимися механизмами и перемещаемыми деталями, а также между стационарными источниками питания должна быть не менее 1,5 м; расстояние между автоматическими сварочными установками - не менее 2 м.
Длина первичной цепи между источником питания и первичной сварочной установкой не должна превышать 10 м. Изоляция проводов должна быть защищена от механических повреждений.
Места, где происходят технологические процессы, связанные с высоким уровнем шума, должны укрываться кожухами. Если по условиям технологического процесса невозможно устройство звукоизолирующих кожухов на установки, то операторы должны находиться в звукоизолированных кабинах со смотровыми окнами и дистанционным управлением процессом. Помещения сварки, резки или плазменной обработки в таких случаях должны иметь хорошую звукоизоляцию для защиты смежных участков.
Для уменьшения выделения вредных веществ поверхности свариваемых и наплавляемых изделий, покрытые антикоррозионными грунтовками, необходимо предварительно зачищать от фунта по ширине не менее 100 мм от места сварки.
Защита от тепловых излучений должна осуществляться путем экранирования источника излучения, применения кабин или поверхностей с радиационным охлаждением, воздушного душирования или сокращением времени пребывания в зоне воздействия источников теплового излучения.
Для защиты от вредного действия электромагнитных полей применяются специальные заземленные экраны в виде щитов из металлической сетки (их защитное действие основано на эффекте ослабления электрического поля вблизи заземленного металлического предмета). Экраны могут быть постоянные и переносные в виде козырьков, навесов, перегородок. Экраны следует устанавливать на достаточном расстоянии от токоведущих частей электрооборудования во избежание перекрытия воздушных промежутков. Эти расстояния предусмотрены ПУЭ. В отдельных случаях в качестве защитного средства применяют экранирующий костюм.
Для защиты от поражения электрическим током все установки должны быть заземлены в соответствии с ГОСТ 12.1.030-81*. Элементы сварочной цепи, отрезки кабелей при наращивании должны быть соединены разъемными соединительными муфтами. Нельзя соединять сварочные цепи скрутками с оголенным кабелем. Токоведущие кабели сварочной цепи должны быть изолированы по всей длине и защищены от механического повреждения.
Запрещается использование в качестве обратного провода сети заземления металлических строительных конструкций здания, коммуникаций. Соединение между собой отдельных элементов, используемых в качестве обратного провода, должно выполняться тщательно (сваркой или зажимом).
Наиболее опасными являются работы в замкнутых емкостях. Электросварщик, выполняющий сварочные работы внутри замкнутых емкостей, должен пользоваться диэлектрическими перчатками, галошами, ковриком и шлемом. Работать с металлическим щитком в этом случае запрещено, так как свариваемый объект во время сварочных работ находится под напряжением. Для снятия напряжения в сварочную цепь следует включать аппарат снятия напряжения, который автоматически отключает силовую цепь при разрыве дуги. Работы в замкнутых емкостях должны производиться сварщиком под контролем наблюдающего, который находится снаружи. Сварщик внутри емкости должен быть снабжен предохранительным поясом с веревкой, конец которой длиной не менее 2 м должен быть в руках у наблюдающего.
Во всех случаях производства сварочных работ необходимо применение местных отсосов. При образовании высокотоксичных веществ производство работ без местной вентиляции недопустимо. Это относится к сварке цветных металлов, специальных сталей и черных металлов с покрытиями, плазменной обработке, пайке и лужению. Всасывающие отверстия должны располагаться как можно ближе к месту сварки, так как скорость воздушного потока при удалении от всасывающего отверстия падает примерно обратно пропорционально квадрату расстояния.
Если технологический процесс не позволяет расположить приемник вредных веществ вблизи источника загрязнения, то следует применять сочетание отсосов с местной приточной вентиляцией, воздушными душами или подачей чистого воздуха под маску сварщика.
При сварочных работах внутри замкнутых емкостей следует устраивать местную вентиляцию с выбросом удаляемого воздуха наружу вне зоны забора приточного воздуха. При сварочных работах с применением сжиженных газов (пропана, бутана и углекислого газа) вытяжная вентиляция должна иметь отсос снизу. В случае необходимости сварку внутри емкости ведут в шланговых противогазах и респираторах.
Так как при сварочных работах выделяется большое количество токсичных веществ, то вся вытяжная вентиляция от постоянных рабочих мест должна иметь систему пылеулавливания и нейтрализации загрязнений.
ohrana-bgd.ru
ОПАСНЫЕ И ВРЕДНЫЕ ПРОИЗВОДСТВЕННЫЕ ФАКТОРЫ ПРИ СВАРКЕ
СОВРЕМЕННЫЕ СРЕДСТВА ЗАЩИТЫ СВАРЩИКОВ
Реальные условия труда при свврке и родственных технологиях сопровождаются комплексом опасных и вредных производственных факторов (табл. 1).
Наиболее характерным вредным фактором практически для всех способов дуговой, электрошлаковой, контактной и газовой сварки, плазменных технологий и пайки является образование и поступление в воздух рабочей зоны сварочных аэрозолей (СА), содержащих токсические вещества. Длительное воздействие на организм сварщиков этих аэрозолей может привести к возникновению таких профессиональных заболеваний, как пневмокониоз, хронический бронхит, интоксикация металлами и газами. У сварщиков с патологией бронхолегочной системы высока также распространенность сопутствующих заболеваний центральной нервной системы, желудка и поджелудочной железы, миокарда, а также вртери - альной гипертонии . Дуговая сварка, за исключением сварки под флюсом, сопровождается оптическим излучением в ультрафиолетовом, видимом и инфракрасном диапазонах, многократно превышающем физиологически переносимую глазом человека величину. Интенсивность оптического излучения сварочной дуги и его спектральные характеристики зависят от мощности дуги, способа сварки, вида сварочных материалов, защитных и плазмообразующих газов. При отсутствии средств индивидуальной защиты возможны поражения органов зрения (электроофтальмия, конъюктивит, катаракта) и кожных покровов (ожоги и т. п.). Интенсивность инфракрасного (теплового) излучения от свариваемых изделий и сварочной ванны определяется температурой изделий, их габаритами и конструкцией, а также температурой и размерами сварочной ванны. При отсутствии средств индивидуальной защиты воздействие теплового излучения интенсивностью, превышающей допустимые уровни, можгт привести к нарушениям терморегуляции, тепловому удару. Нонтакт с нагретым металлом может вызвать ожоги.
Напряженность электромагнитных полей зависит от конструкции и мощности сварочного оборудования, конфигурации свариваемых изделий. Характер их влияния на организм определяется уровнем и длительностью воздействия. Как правило, дгтя ручной дуговой сварки напряженность магнитного поля незначительна (до 300 А/м), при контактной стыковой сварке изделий больших толщин-достигает более высоких значений, сднако не превышает предельно допустимых уровней .
|
|

Шум на рабочих местах при дуговой сварке является фантором умеренной интенсивности (3]. Источники шума - сварочная дуга, источники питания, плазмотроны, пневмоприводы. Уровень шума от сварочной дуги определяют стабильностью ее горения. Поэтому при сварке покрытыми электродами и другими сварочными материалами, в составе которых присутствуют элементы- стабилизаторы дуги, уровень шума не превышает допустимые уровни звукового давления. При сварке в углекислом газе, особенно проволокой сплошного сечения, которая не отличается высокой стабильностью горения дуги, уровни звукового давления в зависимости от режима сварки могут быть на 4-25 дБ(А) больше допустимых значений . При использовании плазменных технологий и контактной сварки уровни шума существенно (на 42-55 дБ(А)) превышают допустимые. Кроме того, плазмотроны, применяемые в оборудовании для сварки, резки и металлизации, являются источниками повышенного уровня ультразвука.
Разбрызгивание металла при сварке - также следствие нестабильного горения дуги: при сварке в углекислом газе проволокой сплошного сечения оно достигает 15%, существенно меньше при использовании покрытых электродов и порошковых проволок и отсутствует совсем при сварке под флюсом. Брызги, искры и выбросы расплавленного металла и шлака при отсутствии средств защиты являются причиной ожогов кожных понровов, травмироввния органов зрения, а также повышают опасность возникновения пожаров.
Опасным для жизни человека считают напряжение более 42 В переменного и 110 В постоянного токов для помещений сварочных цехов и 12 В для особо опасных условий (сырые помещения, замкнутые металлические объемы и т. п.). Однако зти знвчения напряжения являются довольно условными, поскольку опасность поражения электрическим током существенно зависит от индивидуальных особенностей организма и окружающих условий. Наличие даже малых количеств алкоголя в крови резно снижает электрическое сопротивление тела человека. Мокрая или потная кожа имеет во много раз большую электропроводность, повышая тем самым опасность поражения током.
Статические и динамические физические нагрузки у сварщиков при ручной и полуавтоматической сварке вызывают напряжение нервной и костно-мышечной систем организма. Статические нагрузки зависят от массы сварочного инструмента (злектрододержателя, шлангового держателя полуавтомата), гибкости шлангов и проводов.
длительности непрерывной работы и поддержания рабочей позы (стоя, сидя, полусидя, стоя на коленях, лежа на спине). Наибольшие физические нагрузки ощущаются при сварке в потолочном положении полусидя или стоя, а также при работе в труднодоступных местах лежа на спине.
Дин ~мическое перенапряжение связано с выполнением тяжелых вспомогательных работ: доставка на рабочее место заготовок, сварочных материалов, подъем и переноска приспособлений, поворот свариваемых узлов. Такие нагрузки приводят к утомляемости сварщиков и ухудшению качества сварных швов .
Следует отметить, что кроме указанных в таблице опасных и вредных факторов, при электродуговых процессах отмечается ионизация воздуха рабочей зоны с образованием ионов обеих полярностей. Причиной этого являются электрическая и термическая ионизация в результате апек - тродугового процесса, а танже воздействие ультрафиолетового излучения дуги на воздух. Повышенная или пониженная концентрация отрицательно или положительно заряженных ионов в воздухе рабочей зоны также может оказывать неблагоприятное действие на самочувствие и здоровье работающих.
При дуговой сварке в защитных газах, при газовой сварке и резке дополнительно появляются опасные факторы (системы, находящиеся под давлением - баллоны с кислородом, ацетиленом, ацетиленовые генераторы и т. п.), которые могут быть причиной взрывов и пожаров.
В сварочном производстве обеспечение здоровых и безопасных условий труда должно осуществляться в соответствии с требованиями ДСТУ 2456-94 «Зварювання дугове і електрошлакове. Вимоги безпеки».
Производство специальной одежды для сварщиков и ее рациональное использование- одно из важнейших условий обеспечения безопасности труда, профилактики травматизма и профессиональных заболеваний. Для защиты от излучения, брызг расплавленного металла, механичесних повреждений, …
Для защиты глаз, кожного покрова головы и шеи от излучения дуги и 14 г брызг расплавленного металла сварщики используют специальные ручные и на головные щитки (маски), изготавливаемые по ЮСТ 12.4.035. …
Анализ литературы, посвященной средствам индивидуальной защиты органов дыхания сварщиков от СА, позволяет выделить два основных направления в решении этой проблемы: применение фильтрующих респираторов; использование масок сварщика с системой очистки и …
msd.com.ua
Опасные и вредные производственные факторы при сварке
Реальные условия труда при сварке и родственных технологиях со провождаются комплексом опасных и вредных производственных факторов.
Наиболее характерным вредным фактором практически для всех способов дуговой, электрошлаковой, контактной и газовой сварки, плазменных технологий и пайки является образование и поступление в воздух рабочей зоны сварочных аэрозолей (СА), содержащих токсические вещества.
Длительное воздействие на организм сварщиков этих аэрозолей может привести к возникновению таких профессиональных заболеваний, как пневмокониозу, хронический бронхит, интоксикация металлами и газами. У сварщиков с патологией бронхолегочной системы высока также распространенность сопутствующих заболеваний центральной нервной системы, желудка и поджелудочной железы, миокарда, а также артериальной гипертонии.
Дуговая сварка, за исключением сварки под флюсом, сопровождается оптическим излучением в ультрафиолетовом, видимом и инфракрасном диапазонах, многократно превышающем физиологически переносимую глазом человека величину. Интенсивность оптического излучения сварочной дуги и его спектральные характеристики зависят от мощности дуги, способа сварки, вида сварочных материалов, защитных и плазмообразующих газов.
При отсутствии средств индивидуальной защиты возможны поражения органов зрения (электроофтальмия, конъюнктивит, катаракта) и кожных покровов (ожоги и т. п.). Интенсивность инфракрасного (теплового) излучения от свариваемых изделий и сварочной ванны определяется температурой изделий, их габаритами и конструкцией, а также температурой и размерами сварочной ванны. При отсутствии средств индивидуальной защиты воздействие теплового излучения интенсивностью, превышающей допустимые уровни, может привести к нарушениям терморегуляции, тепловому удару. Контакт с нагретым металлом может вызвать ожоги.
Напряженность электромагнитных полей зависит от конструкции и мощности сварочного оборудования, конфигурации свариваемых изделий. Характер их влияния на организм определяется уровнем и длительностью воздействия. Как правило, для ручной дуговой сварки напряженность магнитного поля незначительна (до 300 А/м), при контактной стыковой сварке изделий больших толщин-достигает более высоких значений, однако не превышает предельно допустимых уровней.
Шум на рабочих местах при дуговой сварке является фактором умеренной интенсивности. Источники шума-сварочная дуга, источники питания, плазмотроны, пневмоприводными.
Уровень шума от сварочной дуги определяют стабильностью ее горения. Поэтому при сварке покрытыми электродами и другими сварочными материалами, в составе которых присутствуют элементы- стабилизаторы дуги, уровень шума не превышает допустимые уровни звукового давления.
При сварке в углекислом газе, особенно проволокой сплошного сечения, которая не отличается высокой стабильностью горения дуги, уровни звукового давления в зависимости от режима сварки могут быть на 4-25 дБ(А) больше допустимых значений. При использовании плазменных технологий и контактной сварки уровни шума существенно (на 42-55 дБ(А)) превышают допустимые. Кроме того, плазмотроны, применяемые в оборудовании для сварки, резки и металлизации, являются источниками повышенного уровня ультразвука.
Разбрызгивание металла при сварке - также следствие нестабильного горения дуги: при сварке в углекислом газе проволокой сплошного сечения оно достигает 15%, существенно меньше при использовании покрытых электродов и порошковых проволок и отсутствует совсем при сварке под флюсом. Брызги, искры и выбросы расплавленного металла и шлака при отсутствии средств защиты являются причиной ожогов кожных покровов, травмированные органов зрения, а также повышают опасность возникновения пожаров.
Опасным для жизни человека считают напряжение более 42 В переменного и 110 В постоянного токов для помещений сварочных цехов и 12 В для особо опасных условий (сырые помещения, замкнутые металлические объемы и т.п.). Однако эти значения напряжения являются довольно условными, поскольку опасность поражения электрическим током существенно зависит от индивидуальных особенностей организма и окружающих условий. Наличие даже малых количеств алкоголя в крови резко снижает электрическое сопротивление тела человека. Мокрая или потная кожа имеет во много раз большую электропроводность, повышая тем самым опасность поражения током.
Статические и динамические физические нагрузки у сварщиков при ручной и полуавтоматической сварке вызывают напряжение нервной и костно-мышечной систем организма. Статические нагрузки зависят от массы сварочного инструмента (злектрододержателя, шлангового держателя полуавтомата), гибкости шлангов и проводов, длительности непрерывной работы и поддержания рабочей позы (стоя, сидя, полусидя, стоя на коленях, лежа на спине). Наибольшие физические нагрузки ощущаются при сварке в потолочном положении полусидя или стоя, а также при работе в труднодоступных местах лежа на спине.
Динамическое перенапряжение связано с выполнением тяжелых вспомогательных работ: доставка на рабочее место заготовок, сварочных материалов, подъем и переноска приспособлений, поворот свариваемых узлов. Такие нагрузки приводят к утомляемости сварщиков и ухудшению качества сварных швов.
Следует отметить, что кроме опасных и вредных факторов, при электродуговых процессах отмечается ионизация воздуха рабочей зоны с образованием ионов обеих полярностей. Причиной этого являются электрическая и термическая ионизация в результате электродугового процесса, а также воздействие ультрафиолетового излучения дуги на воздух. Повышенная или пониженная концентрация отрицательно или положительно заряженных ионов в воздухе рабочей зоны также может оказывать неблагоприятное действие на самочувствие и здоровье работающих.
При дуговой сварке в защитных газах, при газовой сварке и резке дополнительно появляются опасные факторы (системы, находящиеся под давлением - баллоны с кислородом, ацетиленом, ацетиленовые генераторы и т.п.), которые могут быть причиной взрывов и пожаров.
В сварочном производстве обеспечение здоровых и безопасных условий труда должно осуществляться в соответствии с требованиями ДСТУ 2456-94
www.timewelding.com.ua
Опасные и вредные производственные факторы
Темы: Техника безопасности при сварке.
Перечень этих факторов приведен в табл. 1 в соответствии с ГОСТ 12.3.003-86*. Опасные и вредные производственные факторы подразделяются на химические, физические и психофизиологические. Воздействие вредных производственных факторов на работающих может привести к заболеванию и снижению производительности труда. Это прежде всего такие опасные и вредные производственные факторы:
Поступление в зону дыхания сварочных аэрозолей, содержащих в составе твердой фазы оксиды различных металлов (марганца, хрома, никеля, железа и др.) и токсичные газы (СО, О3, HF, NO2 и др.); сварочный аэрозоль относится к аэрозолям конденсации и представляет собой дисперсную систему, состоящую из твердой фазы и газа или смеси газов.
Чрезмерная запыленность и загазованность воздуха вследствие попадания пыли флюсов, подгорания масла и т.п.;
Повышенная температура поверхностей оборудования, материалов и воздуха в рабочей зоне (РЗ), особенно при сварке с подогревом изделий; рабочая зона - пространство высотой до 2 м над уровнем пола или площадки, где находятся рабочие места.
Излишняя яркость сварочной дуги, УФ- и ИК-радиация;
Воздействие переменных магнитных полей при КС и высокочастотных ЭМП - при сварке ТВЧ;
Действие ионизирующих излучений при ЭЛС, проведении γ- и рентгеноскопии сварных швов, использовании торированных вольфрамовых электродов;
Влияние шума (cм. Средства защиты от шума) и вибраций имеет место при плазменной и газовой резке, работе пневмопривода (КС), различного оборудования (вакуум-насосов, вентиляторов, сварочных трансформаторов и др.), а также ультразвука и высокочастотного шума - при УЗС.
При ручной и механизированной сварке и резке характерна статическая нагрузка на руки, а при автоматических способах - нервнопсихические перегрузки из-за напряженности труда. Воздействие опасных производственных факторов может привести к травме или внезапному резкому ухудшению здоровья. Это действие электрического тока, искры и брызги расплавленного металла, движущиеся машины, механизмы и Т.д. Использование открытого газового пламени, наличие расплавленного металла и шлака и т.п. увеличивают опасность возникновения пожара, а неправильное транспортирование, хранение и использование баллонов со сжатыми газами, нарушение правил эксплуатации газосварочного оборудования и т.п. - взрывов. Работа в монтажных и полевых условиях, особенно на высоте, без соответствующих предохранительных средств, ограждений может обернуться падением работающих, их травмированием.
Таблица 1. Опасные и вредные производственные факторы, которые характеризуют сварочные и газоплазменные работы.
| Виды работы | Опасные и вредные производственные факторы | ||||||||||||||||
| химич- еские | физические | ||||||||||||||||
| движу-щиеся маши- ны, механ-измы, загот- | повыш-енная запыле-нность, загазов-анность воздуха РЗ | повышенная температура | повышенный уровень | енного мета- лла | нерв-нопс-ихиче-ские пере- | ||||||||||||
| сваро-чные и другие аэро-золи, газы | поверх-ностей, оборуд-ования, матер-иалов | шу-ма | ЭМП | иони-зиру-ющих излуч-ений | УФ | ИК | |||||||||||
| Ручная дуговая сварка: | |||||||||||||||||
| + | - | + | + | - | - | - | - | - | - | + | + | - | + | + | - | + | |
| с подог-ревом или мног-опрохо-дная | + | - | + | + | - | - | - | - | - | - | + | + | + | + | + | + | + |
| ДСФ: | |||||||||||||||||
| + | + | + | + | - | - | - | - | - | - | - | - | - | + | - | + | + | |
| автомат-ическая | + | + | + | - | - | - | - | - | - | - | - | - | - | + | - | - | + |
| автомат-ическая с подо-гревом или много-прохо- | + | + | + | + | + | - | - | - | - | - | - | - | + | + | - | - | + |
| ДСЗГ: | |||||||||||||||||
| без подо-грева изделия | + | - | + | + | + | - | - | - | - | - | + | + | + | + | + | + | + |
| с подо-гревом | + | - | + | + | + | - | - | - | - | - | + | + | + | + | + | + | + |
| + | + | + | + | + | - | - | - | - | - | + | + | + | + | + | + | + | |
| механи-зирова-нная с подо- | + | + | + | + | + | - | - | - | - | - | + | + | + | + | + | + | + |
| автомати-ческая | + | + | + | - | + | + | + | + | + | + | - | + | |||||
| ЭШС | + | + | + | + | + | - | - | - | - | - | + | + | + | + | + | - | + |
| КС | |||||||||||||||||
| точечная сварка | + | + | + | + | - | + | - | - | + | - | - | - | - | + | + | + | - |
| шовная | + | + | + | + | - | + | - | - | + | - | - | - | - | + | + | + | - |
| рель-ефная | + | + | + | + | - | + | - | - | + | - | - | - | - | + | + | - | - |
| оплав-лением | + | + | + | + | - | + | - | - | + | - | - | + | + | + | + | - | - |
| ЭЛС | - | - | - | - | - | - | - | - | - | + | + | + | - | + | - | - | + |
| СТ | - | + | - | + | - | - | - | - | - | - | - | - | - | + | + | - | + |
| ДФС | - | + | - | - | - | - | - | + | - | - | - | - | - | + | - | - | + |
| УЗС | - | - | - | - | - | + | + | - | - | - | - | - | - | + | - | - | + |
| Сварка ТВЧ | - | - | - | + | - | - | - | + | - | - | - | - | - | + | - | - | + |
| Газовая сварка | + | - | + | + | + | - | - | - | - | - | + | + | + | + | + | + | + |
| Газовая резка | + | - | + | + | + | + | + | - | - | - | + | + | + | + | + | + | + |
| Плаз-менная сварка | + | - | + | + | + | + | + | - | - | - | + | + | + | + | + | + | + |
| Лазер-ная сварка и резка | - | - | - | + | - | + | - | - | - | - | + | + | + | + | - | - | + |
| Пайка | + | - | + | - | - | - | - | - | - | - | - | - | - | + | - | - | - |
Примечания:
1. «+» - наличие фактора; «-» - отсутствие опасного (вредного) фактора.
2. Здесь и далее приняты следующие сокращеня: РЗ - рабочая зона; ДСФ - дуговая сварка под флюсом; ДСЗГ - дуговая сварка в защитных газах; УЗС - ультразвуковая сварка; ЭШС - электрошлаковая сварка; ЭЛС - электронно-лучевая сварка; КС - контактная сварка; СТ - сварка трением; ДФС - диффузионная сварка; ТВЧ - токи высокой частоты; ЭМП - электромагнитные поля; УФ, ИК - ультрафиолетовое, инфракрасное излучение.
Требования безопасности труда.
Работы по сварке и резке должны выполняться в соответствии с требованиями ГОСТ 12.3.003-86*, 12.1.004-91*, 12.3.036-84*, 12.3.039-85*, 12.3.002-75*, 12.1.010-76* и Межотраслевыми правилами по охране труда при электро- и газосварочных работах ПОТР М-020-2001.
Уровни опасных и вредных производственных факторов в рабочей зоны не должны превышать установленных значений: содержание вредных веществ (ВВ) - предельно допустимых концентраций (ПДК) по ГОСТ 12.1.005-88 (ПДК ряда веществ для воздуха РЗ и населенных мест приведены в табл. 2); уровни шума - по ГОСТ 12.1.003-83* и санитарным нормам (СН 2.2.4/2.1.8.562-96) (табл. 3); уровни ультразвука - по ГОСТ 12.1.001-89; уровни локальной и общей вибрации - по ГОСТ 12.1.012-90; температура поверхности оборудования и теплового излучения на рабочих местах - по СИ 245-71 и ГОСТ 12.1.005-88*; напряженность магнитных полей (МП) частотой 50 Гц по санитарным нормам СИ 2.2.4.723-98 (табл. 4); напряженность ЭМП радиочастот- по ГОСТ 12.1.006-84*; напряженность электрических полей токов промышенной частоты по ГОСТ 12.1.002-84; уровни ионизирующих излучений - по нормам радиационной безопасности НРБ-99.
Таблица 2. Предельно допустимые концентрации (ПДК) наиболее часто встречающихся вредных веществ (ВВ) в воздухе рабочей зоны (РЗ) сварочных цехов и атмосферном воздухе населенных пунктов.
| ВВ | ПДК, мг/м 3 | Класс опасности | Агрегатное состояние | |
| в воздухе РЗ | в атмосферном воздухе | |||
| Азота оксиды (в пересчете на NO2) | 5 | 0,4/0,06 | 2 | П |
| Алюминий и его сплавы, оксид алюминия (в том числе, с примесью диоксида кремния) в виде аэрозоля конденсации | 2 | - | 4 | А |
| Бериллий и его соединения | 0,001 | 1 | ||
| Ванадий и его соединения: - дым пятиоксида ванадия | 0,1 | |||
| - пыли трехоксида и пятиоксида ванадия | 0,5 | 2 | ||
| Вольфрам | 6 | 3 | ||
| Железа оксид с примесью оксидов марганца (до 3 %), легированные стали и их смеси с алмазом до 5 % | 4 | |||
| Железа оксид с примесью оксидов фтористых или 3...6 % марганцовых соединений | 4 | |||
| Кадмия оксид | 0,1/0,03* | 1 | ||
| Кобальт металлический, оксид кобальта | 0,5 | 0,001 | 2 | |
| Марганец (до 20 % в сварочном аэрозоле) | 0,2 | 0,01 | ||
| Медь металлическая | 1/0,5* | - | ||
| Молибден (растворимые соединения в виде аэрозоля конденсации) | 2 | 3 | ||
| Молибден, нерастворимые соединения | 6 | |||
| Никель, оксид никеля | 0,05 | 1 | ||
| Озон | 0,1 | П | ||
| Свинец и его неорганические соединения | 0,01/0,005* | 0,001 | А | |
| Титан и его оксиды | 10 | - | 4 | |
| Торий | 0,05 | 1 | ||
| Углерода оксид | 20 | 5/3 | 4 | П |
| Феррохром металлический | 2 | - | 3 | А |
| Фтористый водород | 0,5/0,1* | 0,02 | 2 | П |
| Фтористо-водородной кислоты соли (хорошо растворимые в воде) | 2 | 0,03 | А | |
| Хромовый ангидрид, хроматы, бихроматы | 0,01 | - | 1 | |
| Цинка оксид | 0,5 | 0,05 | 2 |
* Среднесменные величины ПДК.
Примечания.
1. ПДК для атмосферного воздуха, указанные в числителе, являются максимально разовыми, а в знаменателе и без дроби - среднесуточными.
2. П - пары и/или газы; А - аэрозоли.
Таблица 3. Допустимые уровни шума на рабочих местах.
Таблица 4. Допустимые уровни напряженности магнитных полей (МП).
| Времявоздействия, ч | Напряженность МП, А/м | ||
| непрерывных и прерывистых с τи ≥ 0,02с; tп ≤2 с | прерывистых с 60c ≥ τи ≥ 1с; tп>2 с | прерывистых с 0,02с ≤ τи2 с | |
| 1,0 | 6000 | 8000 | 10000 |
| 1,5 | 5500 | 7500 | 9500 |
| 2,0 | 4900 | 6900 | 8900 |
| 2,5 | 4500 | 6500 | 8500 |
| 3,0 | 4000 | 6000 | 8000 |
| 3,5 | 3600 | 5600 | 7600 |
| 4,0 | 3200 | 5200 | 7200 |
| 4,5 | 2900 | 4900 | 6900 |
| 5,0 | 2500 | 4500 | 6500 |
| 5,5 | 2300 | 4300 | 6300 |
| 6,0 | 2000 | 4000 | 6000 |
| 6,5 | 1800 | 3800 | 5800 |
| 7,0 | 1600 | 3600 | 5600 |
| 7,5 | 1500 | 3500 | 5500 |
| 8,0 | 1400 | 3400 | 5400 |
Примечание. τи и tп - длительность импульса и паузы между импульсами, с.
Требования к технологическим процессам и оборудованию.
Оборудование для сварки и резки должно соответствовать требованиям ГОСТ 12.2.003-91, 12.2.049-80, 12.2.007.8-75* и Правил устройств электроустановок. Конкретные виды работы и оборудование также должны отвечать ряду требований: электросварочные работы - ГОСТ 12.3.003-86*; газовая сварка и газовая резка - ГОСТ 12.3.036-84*; плазменная сварка и плазменная резка ГОСТ 12.3.039-85*; УЗС - ГОСТ 12.1.001-89; лазерная сварка и резка - Санитарным нормам и правилам 5804-91.
Другие страницы по теме
Техника безопасности сварки, резки, пайки:
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Настоящая инструкция по охране труда для электрогазосварщика доступна для бесплатного просмотра и скачивания.
Инструкция по охране труда для электрогазосварщика подготовлена на основе СП 12-135-2003 «Безопасность труда в строительстве. Отраслевые типовые инструкции по охране труда», содержащего типовую инструкцию по охране труда — ТОИ Р-31-202-97, с учетом требований действующих законодательных и нормативных правовых актов, содержащих государственные нормативные требования охраны труда, указанных в Приложении 1 и предназначена для электрогазосварщика при выполнении им работ согласно профессии и квалификации.
1. ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. Требования охраны труда, изложенные в настоящей инструкции, распространяются на лиц, выполняющих работу электрогазосварщика и совмещающих другие профессии с профессией электрогазосварщика.
1.2. К самостоятельному выполнению электросварочных и газосварочных работ допускаются лица в возрасте не менее 18 лет, прошедшие предварительный и периодические медицинские осмотры, соответствующее обучение, инструктаж, проверку знаний требований безопасности и имеющие квалификационное удостоверение на право производства указанных работ. Электросварщики, кроме того, должны иметь квалификационную группу по электробезопасности не ниже II.
1.3. Женщины к сварке внутри замкнутых и труднодоступных пространств, к ручной дуговой сварке и сварке при верхолазных работах не допускаются.
1.4. При выполнении работ электрогазосварщик может контактировать с опасными и вредными производственными факторами.
ОПАСНЫМ производственным фактором называется фактор, воздействие которого на работающего в определенных условиях может привести к травме или к внезапному ухудшению здоровья, ВРЕДНЫМ — к снижению работоспособности или к заболеваниям. К опасным и вредным производственным факторам относятся: вредные химические вещества, пыль, шум, вибрация, электромагнитные поля, биологические факторы, неблагоприятные метеоусловия, микроклимат помещений и др.
1.5. Электрогазосварщик должен знать о возможном контакте с вредными и опасными производственными факторами: при работе на судне, в доке, в цехе — неблагоприятные метеофакторы, шум, вредные вещества, образующиеся при сварочных работах, возможность падения с высоты.
1.6. При выполнении работы, в соответствии с видом опасных и вредных производственных факторов, электрогазосварщик обязан пользоваться средствами индивидуальной защиты (спецодеждой, спецобувью и предохранительными приспособлениями: очками, защитной маской, респиратором и др.), а также электрозащитными средствами (диэлектрическими перчатками, ботами, ковриками и др.) с обязательным выполнением правил личной гигиены.
Спецодежда должна быть чистой, исправной, застегнутой на все пуговицы, спецобувь должна быть зашнурована.
При нахождении на судах, в доках, на причалах ношение защитной каски с застегнутым подбородочным ремнем обязательно.
1.7. При выполнении порученной работы электрогазосварщик не должен покидать свое рабочее место без разрешения мастера (прораба) или принимать участие в производстве работ, ему не порученных. Во время работы не разрешается курить и принимать пищу.
1.8. Оборудование (газогенератор, баллоны с газом, горелки) — в результате неправильной эксплуатации или неисправности может произойти взрыв с тяжелыми последствиями.
1.9. Ультрафиолетовые лучи, возникающие при электросварке, вызывают ожоги лица, рук и приводят к воспалению глаз. Видимые лучи действуют на сетчатую и сосудистую оболочку глаз, а инфракрасные — на хрусталик и роговицу глаза.
1.10. Инфракрасное излучение оказывает вредное влияние на хрусталик и роговицу глаза.
1.11. Газы:
— ацетилен — бесцветный газ с резким характерным запахом. Длительное вдыхание ацетилена может повлечь за собой головокружение и даже отравление. Смесь ацетилена с кислородом и воздухом взрывоопасна;
— пропан — бутан — метановая смесь — бесцветный газ со слабым запахом, взрывоопасен, при больших концентрациях может вызвать отравление.
1.12. Температура электрической дуги достигает 4000°С при этом свариваемые детали значительно нагреваются и прикосновение к ним вызывает ожог. Горячая деталь внешне ничем не отличается от холодной и поэтому не воспринимается как источник опасности. Кроме того, при электросварке происходит разбрызгивание капель жидкого металла, которые попадая на тело вызывают ожоги.
1.13. Наряду с требованиями настоящей Инструкции электрогазосварщик должен соблюдать:
— требования, изложенные в тарифно-квалификационных характеристиках, предъявляемые к уровню теоретических и практических знаний работающего соответствующей квалификации;
— технологический процесс выполняемой работы;
— правила технической эксплуатации оборудования, приспособлений, инструмента, при помощи которых он работает или которые обслуживает;
— правила внутреннего трудового распорядка.
1.14. Обо всех замеченных неисправностях оборудования, устройств электрогазосварщик должен немедленно сообщить мастеру (прорабу).
1.15. При выполнении вручную вспомогательных операций разрешается мужчинам переносить груз до 20 кг, женщинам — до 10 кг. В остальных случаях груз должен перемещаться с помощью механизмов и приспособлений.
1.16. Электрогазосварщик должен знать Правила оказания первой медицинской (доврачебной) помощи при несчастных случаях и уметь ее оказывать.
1.17. При несчастных случаях необходимо оказать первую помощь пострадавшему, вызвать врача и сообщить о случившемся мастеру (прорабу) или начальнику участка, по возможности сохранив обстановку на месте происшествия для расследования.
1.18. Требования Инструкции по охране труда являются обязательными для работника. За невыполнение данной инструкции виновные привлекаются к ответственности согласно законодательства Российской Федерации.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. При выполнении опасных, незнакомых или редко выполняемых работ электрогазосварщик должен получить целевой инструктаж по безопасности труда от мастера (прораба).
2.2. Перед началом работ необходимо привести в порядок рабочую одежду, подготовить исправные индивидуальные средства защиты, осмотреть электрогазосварочное и вентиляционное оборудование, инструмент, определить их исправность и готовность к работе.
2.3. Рабочее место электрогазосварщика надо ограждать ширмами или защитными экранами, изготовленными из негорючих материалов, а также принимать меры по предотвращению падения свариваемых (отрезаемых) металлических конструкций и попадания искр и капель расплавленного металла на людей.
2.4. В местах проведения электрогазосварочных работ должны быть установлены (вывешены) знаки безопасности.
2.5. Электрогазосварочные работы в помещениях с деревянным полом или на настилах лесов и подмостей можно производить только после того, как пол или настил будут закрыты листами железа, асбестового картона или другими огнестойкими материалами и установлены переносные средства пожарной защиты.
2.6. Для производства электрогазосварочных работ на высоте должны быть установлены леса или площадки, а электрогазосварщики должны пользоваться предохранительными поясами со страховочными концами. Приступать к работе на лесах, подмостях, настилах и площадках можно только после проверки их прочности, наличия ограждения и разрешения мастера (прораба).
2.7. Сосуды, емкости, содержавшие ранее горючие жидкости, перед сваркой или резкой необходимо предварительно пропарить, промыть, произвести анализ воздушной среды на содержание паров горючей жидкости и провентилировать.
2.10. Перед началом электрогазосварочных работ внутри резервуаров, котлов, отсеков судов и др. у горловины (люка, лаза) выставляется наблюдающий. Электрогазосварщик должен работать в каске и с предохранительным поясом с лямками, к которому крепится страховочный канат, второй конец которого должен находиться у наблюдающего. Наблюдающий за электросварочными работами должен иметь квалификационную группу по электробезопасности не ниже II. Место производства работ должно быть оборудовано стационарными светильниками напряжением 42 В, установленными вне объекта, или переносными светильниками с защитной сеткой напряжением 12 В, средствами пожаротушения, а также непрерывной приточно-вытяжной вентиляцией. При выполнении работ в указанных помещениях концентрация вредных веществ и кислорода в воздухе должна замеряться через каждые два часа в течение всего рабочего периода.
2.11. При прокладке кабелей сварочных машин, кислородных и ацетиленовых рукавов через вырезы в стенах и переборках они должны быть изолированы мягким негорючим материалом. Кабели и рукава не должны иметь резких перегибов и не должны касаться острых кромок.
2.12. Для проведения электрогазосварочных работ на предприятии электрогазосварщик должен иметь письменное разрешение пожарной охраны.
2.13. Перед началом производства электросварочных работ электросварщик не должен использовать в качестве токоведущего провода технологическое оборудование, металлические конструкции зданий и коммуникаций, сети защитного заземления или зануления. Сварка должна производиться с применением двух проводов. Корпуса сосудов, резервуаров, металлические конструкции и трубопроводы могут служить токоведущим проводом только в тех случаях, когда они сами являются объектом сварки. Длина первичной цепи между местом подключения и передвижной сварочной установкой не должна превышать 10 м. Изоляция проводов должна быть защищена от механических повреждений.
2.14. Перед началом газосварочных (газорезательных) работ необходимо проверить:
— плотность и прочность присоединения газовых рукавов к горелке (резаку) и редукторам;
— наличие воды в затворе до уровня контрольного краника и плотность всех соединений в затворе на пропуск газа, а также плотность присоединения рукава к затвору;
— исправность горелки (резака), редукторов и рукавов;
— достаточность подсоса в инжекторной аппаратуре;
— исправность включающих и заземляющих устройств газорезательной машины, плавность хода всех ее частей, исправность реостата и магнитной головки.
2.15. При подготовке газосварочной аппаратуры к работе газосварщик должен:
— продуть вентили газовых баллонов кратковременным открытием вентилей для удаления посторонних частиц. Вентиль необходимо открывать вручную или специальным ключом без резких поворотов;
— закрепить редукторы на баллонах с помощью специального ключа, изготовленного из металла, не дающего искру;
— проложить газовые рукава к месту производства работ, приняв меры, исключающие их сжатие и пересечение с электрическими кабелями и электросварочными проводами.
2.16. Доставка газовых баллонов к месту производства работ должна производиться на специально приспособленных для этого тележках или при помощи других специальных устройств. Лица, занятые перемещением (транспортированием) газовых баллонов, должны быть обучены и проинструктированы.
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Требования охраны труда при электросварочных работах
3.1.1. При сварке в среде защитных газов проемы, отверстия и неплотности, ведущие в нижерасположенные помещения, должны быть надежно закрыты для предупреждения попадания в них аргона или углекислого газа.
При сварке в замкнутых или труднодоступных помещениях должна производиться постоянная проверка содержания кислорода в помещении с помощью автоматического газоанализатора непрерывного действия.
При сварке в углекислом газе, кроме проверки на содержание кислорода, необходимо дополнительно производить проверку на содержание оксида и диоксида углерода.
При сварке на открытых площадках в холодный период года для предотвращения замерзания углекислоты баллоны с углекислым газом должны устанавливаться в специальных утепленных помещениях, а перед редуктором должен быть установлен подогреватель. Электрическая спираль подогревателя не должна иметь контакта с баллоном. Питание подогревателя должно осуществляться от сети напряжением не более 42 В и мощностью 70 Вт, чтобы исключить нагрев баллона. Для отогревания баллона с углекислым газом необходимо прекратить отбор газа, отсоединить редуктор, внести баллон в теплое помещение с температурой 20-25 °С и оставить его до отогревания.
3.1.2. При установке свариваемой детали и выполнении подготовительных операций сварочное оборудование должно быть отключено от питающей сети.
3.1.3. Электросварщику запрещается:
— производить сварку механизмов, оборудования, емкостей и трубопроводов, заполненных горючими или токсичными веществами, находящихся под давлением или электрическим напряжением;
— оставлять электросварочный агрегат в рабочем состоянии без присмотра;
— совмещать электросварочные и газосварочные (газорезательные) работы в закрытых помещениях;
— подключать сварочное оборудование к электрощиту и отключать от него, ремонтировать сварочное оборудование;
— производить сварку под дождем и снегом;
— сваривать металл на весу;
— касаться находящихся в движении частей механизмов, прикасаться к токоведущим частям, электрическим проводам, кабелям, шинам, клеммам, патронам освещения, находящимся под напряжением;
— протирать детали бензином, керосином и т.п. непосредственно перед сваркой;
— хранить огнеопасные материалы в местах производства работ;
— подавать напряжение к свариваемому изделию через систему последовательно соединенных металлических листов, труб и т.д.;
— производить сварочные работы с приставных лестниц и стремянок;
— становиться ногами, коленями, облокачиваться, опираться ладонью и садиться на только что проваренный шов;
— работать на сварочных автоматах и полуавтоматах, не имеющих специальных ограждений (прозрачных щитков, экранов), предохраняющих сварщика от выплесков металла, искр и позволяющих вести безопасное наблюдение за сваркой.
3.2. Требования охраны труда при газосварочных (газорезательных) работах
3.2.1. При зажигании ручной горелки или резака необходимо приоткрыть вентиль кислорода (на ¼-½ оборота), затем открыть вентиль ацетилена или другого горючего газа и после кратковременной продувки шланга (рукава) от воздуха зажечь горючую смесь.
3.2.2. Зажигание горелки (резака) производится спичкой или специальной зажигалкой. Запрещается зажигать горелку (резак) от горячего металла или других предметов.
Зажигание горелки (резака) при работе в замкнутых емкостях должно производиться вне этих емкостей.
3.2.3. При перерывах в работе пламя горелки (резака) необходимо потушить, а вентили на горелке (резаке) плотно закрыть. При длительных перерывах в работе (обеденный перерыв и др.), кроме горелок (резаков), надо закрыть вентили на кислородных и ацетиленовых баллонах или газоразборных постах, а нажимные винты редукторов вывернуть до освобождения пружины.
3.2.4. Во избежание возникновения хлопков и обратных ударов нельзя производить работу при загрязненных выходных каналах мундштуков. Для прочистки мундштука надо пользоваться латунной иглой, соответствующей размеру отверстия мундштука.
3.2.5. При перегреве горелки (резака) необходимо приостановить работу, а горелку (резак) потушить и охладить в сосуде с чистой водой.
3.2.6. При обратном ударе пламени следует немедленно закрыть вентили на горелке (резаке), на баллонах или кислородопроводах и водяном затворе, а затем охладить горелку (резак) в воде до полного остывания мундштука и смесительной камеры.
3.2.7. При загорании ацетилена в редукторе или в вентиле баллона надо немедленно перекрыть вентиль на баллоне и вывезти баллон в безопасное место, приняв меры предосторожности.
3.2.8. При обнаружении утечки горючих газов из баллонов или газопроводов работы с открытым огнем должны быть остановлены. Работы можно возобновить только после устранения неплотностей в газопроводе (у баллонов), проверки мест утечки газа на газопроницаемость и вентилирования помещений.
3.2.9. Длина рукавов для газовой сварки не должна быть менее 10 м и более 40 м. Применение рукавов длиной свыше 40 м допускается только в исключительных случаях с разрешения руководителя работ.
3.2.10. Газовые рукава должны применяться в соответствии с их назначением. Не допускается использовать кислородные рукава для подачи ацетилена или газов — заменителей ацетилена, и наоборот.
Запрещается пользоваться замасленными рукавами.
Не допускается попадание на рукава искр, тяжелых предметов, а также воздействие высоких температур.
3.2.11. Кислородные и ацетиленовые баллоны при работе на временных рабочих местах должны быть закреплены в специальной стойке или на тележке и защищены от возможного попадания на них масел и жиров.
3.2.12. При перевозке на тележке баллонов с горючим газом и с кислородом необходимо исключить возможность их ударов друг о друга или падения.
3.2.13. Отбор из баллонов кислорода и горючих сжатых газов — заменителей ацетилена должен производиться до остаточного давления в баллоне не менее 0,049 МПа (0,5 кгс/см2), а растворенного ацетилена — до остаточного давления не менее 0,049 МПа (0,5 кгс/см2) и не более 0,098 МПа (1 кгс/см2).
С указанным остаточным давлением баллоны для кислорода, сжатых газов — заменителей ацетилена и ацетилена должны направляться на заводы-наполнители или наполнительные станции.
3.2.14. При пользовании сжиженным газом в холодный период года допускается применять подогрев баллонов до 30 °С горячей водой или пропускать сжиженный газ через специально установленный испаритель. Ликвидация ледяных закупорок в газопроводах сжиженного газа должна производиться только паром, горячей водой или нагретым песком.
Запрещается применение для этой цели открытого огня, стальных прутьев, а также способов, которые могут вызвать искрообразование.
3.2.15. При производстве газорезательных работ на ремонтируемых судах и объектах бачки с горючим должны устанавливаться на открытых палубах, площадках. Не допускается их размещение в помещениях, замкнутых отсеках, цистернах, котлах и т.п. В качестве жидкого горючего должен применяться керосин.
3.2.14. Бачки и арматура не реже одного раза в год должны подвергаться испытанию на прочность гидравлическим давлением 0,981 МПа (10 кгс/см2). На бачке должна быть сделана надпись о дате очередного испытания. Бачок разрешается наполнять горючим не более чем на ¾ его вместимости. Разлитое горючее необходимо немедленно убирать. Горючее должно быть без посторонних примесей и воды.
3.2.17. Резак, предназначенный для работы на жидком горючем, должен иметь исправный обратный клапан, предохраняющий от проникновения обратных ударов в кислородный рукав.
Подогреватели в резаках должны соответствовать видам потребляемого горючего.
3.2.18. При производстве работ с применением жидкого горючего разрешается пользоваться только бензомаслостойкими рукавами.
3.2.19. Для зажигания пламени резака необходимо сначала открыть вентиль подогревающего кислорода, затем — вентиль горючего, а потом зажигать пламя, регулируя его по внешнему виду. После подогрева испарителя необходимо открыть вентиль режущего кислорода.
3.2.20. Давление кислорода на входе в резак должно быть выше, чем давление горючего в бачке. Во время подкачки бачка резак с закрытым вентилем режущего кислорода должен находиться на специальной подставке.
3.2.21. При прекращении работы воздух из бачка с горючим должен быть выпущен. Запрещается выпускать воздух из бачка до того, как будет погашено пламя резака. Открывать крышку (гайку) насоса разрешается только после выпуска воздуха из бачка.
3.2.22. После перезарядки ацетиленового генератора и спуска ила необходимо (до зажигания горелки) первые порции полученного ацетилена выпустить в атмосферу и продуть аппарат.
3.2.23. При замерзании воды в переносных генераторах, жидкостных затворах или рукавах их необходимо отогревать в теплом помещении на расстоянии 10 м и более от источников открытого огня (искр). Допускается производить отогрев горячей водой или паром. Сосуды, в которых нагревалась вода на открытом пламени, подносить к месту отогрева генератора не допускается. Не разрешается для ускорения отогревания класть в оттаявшую воду или на лед куски карбида кальция, а также скалывать лед с генератора и рукавов.
3.2.24. При газовой резке крупных деталей, металлического лома и т.п. должны быть приняты меры, чтобы отрезанные части не могли упасть на людей.
3.2.25. Газосварщику (газорезчику) запрещается:
— работать на неисправном сварочном оборудовании, пользоваться газовыми баллонами, которые не прошли очередного освидетельствования, с неисправными вентилями, пятнами жира, раковинами, коррозией, трещинами, вмятинами и другими повреждениями, а также баллонами, на которые не нанесены паспортные данные;
— производить ремонт горелок, резаков, вентилей, баллонов и другой аппаратуры;
— работать у неогражденных люков, проемов, колодцев, снимать ограждения и крышки люков;
— выполнять сварочные работы вблизи легковоспламеняющихся и огнеопасных материалов;
— проводить газовую сварку и резку с применением сжиженных газов в подвальных и цокольных помещениях, в колодцах и других подземных сооружениях;
— применять горючие газы, которые не обладают ощутимым запахом, а также бензин и уайт-спирит в качестве жидкого горючего;
— переносить газовые баллоны вручную, устанавливать сварочные агрегаты, газовые баллоны, бачки с горючей жидкостью в проходах, проездах и на путях эвакуации людей;
— подходить с зажженной горелкой или резаком к бачку с горючим или к кислородному баллону, перемещаться за пределы рабочего места, а также подниматься по трапам, лесам и т.п.;
— присоединять к рукавам вилки, тройники и др. для питания нескольких горелок (резаков);
— оставлять газовые рукава присоединенными к редукторам баллонов при перерывах и по окончании работы;
— зажимать, перекручивать или заламывать рукава, подающие кислород и горючее к резаку;
— размещать газовые баллоны ближе 10 метров от места производства огневых работ;
— допускать нагрев газовых баллонов, в том числе от воздействия солнечных лучей;
— снимать колпаки с баллонов ударами молотка, зубила и другими средствами, способными образовать искру;
— разогревать испаритель резака посредством налитой на рабочем месте горючей жидкости;
— работать с приставных лестниц, лестниц-стремянок, подстраивать и разбирать леса;
— оставлять на лесах незакрепленные предметы или бросать их вниз, одновременно работать нескольким сварщикам на одной вертикали;
— хранить в одном помещении баллоны с ацетиленом (газами — заменителями ацетилена) и кислородом;
— обдувать изделия, чистить спецодежду и обогащать воздух рабочего помещения сжатым кислородом;
— работать в промасленных рукавицах, спецодежде.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. При срабатывании системы противопожарного углекислотного тушения в помещениях предприятия (при включении звукового и светового сигналов) все лица должны немедленно покинуть эти помещения.
4.2. Во всех случаях обнаружения пожара или его признаков (дым, запах гари), повреждения технических средств или другой опасности электрогазосварщик должен немедленно доложить мастеру (прорабу) и покинуть опасную зону.
4.3. При внезапном выключении освещения необходимо дождаться его включения. Передвигаться в неосвещенных помещениях предприятия опасно.
4.4. В случае воспламенения горючих веществ необходимо использовать огнетушитель, песок, землю или накрыть огонь брезентом или войлоком. Заливать водой горящее топливо и неотключенное электрооборудование запрещается.
4.5. При обнаружении малейших признаков отравления или раздражения кожи, слизистых оболочек глаз и верхних дыхательных путей необходимо немедленно прекратить работу, сообщить об этом мастеру (прорабу) и обратиться в медпункт.
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ
5.1. По окончании электросварочных работ электрогазосварщик обязан:
— отключить электросварочный аппарат;
— привести в порядок рабочее место, собрать инструмент, смотать в бухты сварочные провода и убрать в отведенные для их хранения места;
— убедиться в отсутствии очагов загорания, при их наличии залить водой;
— обо всех нарушениях требований безопасности, имевших место в процессе выполнения работы, сообщить бригадиру или руководителю работ;
5.2. После окончания газосварочных работ электрогазосварщик обязан:
— потушить горелку;
— привести в порядок рабочее место;
— убрать газовые баллоны, шланги и другое оборудование в отведенные для них места;
— разрядить генератор, для чего следует очистить его от ила и промыть волосяной щеткой;
— убедиться в отсутствии очагов загорания, при их наличии — залить их водой;
— обо всех нарушениях требований безопасности, имевших место в процессе работы, сообщить бригадиру или руководителю работ.
5.3. Убрать спецодежду, средства индивидуальной защиты в предназначенные для хранения места.
5.4. Вымыть руки с мылом и принять душ, выполнить другие мероприятия личной гигиены.
5.5. Сообщить лицу, ответственному за производство работ о всех недостатках, замеченных во время работы, и принятых мерах по их устранению.
За эту инструкцию по охране труда благодарите Сергея 😉